








Профіль
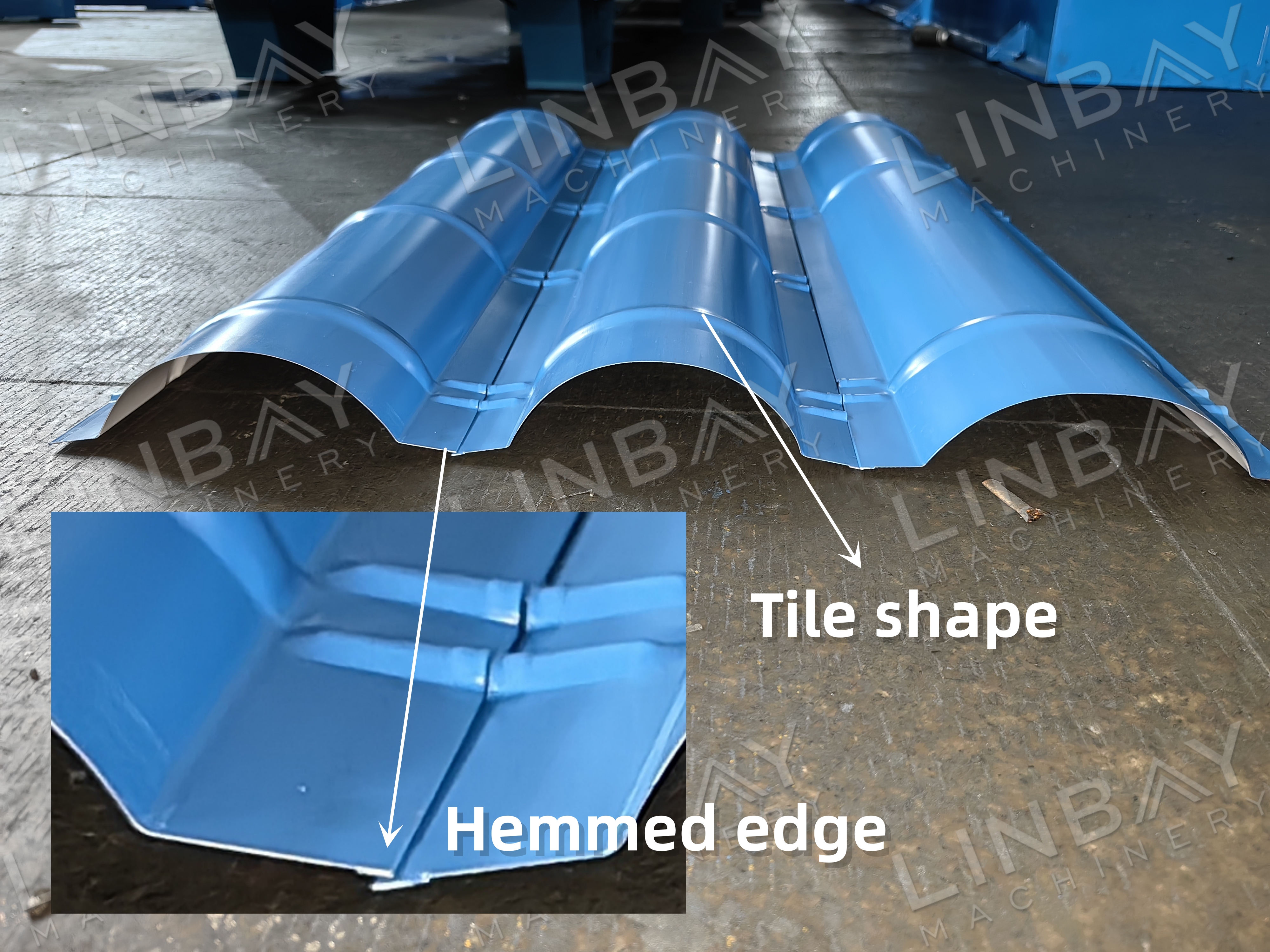
Коньковий ковпачок закріплює шов там, де зустрічаються два скати даху, ефективно захищаючи ділянку від дощу та пилу. Ці ковпачки доступні в різних формах, щоб доповнити різні стилі металевих покрівельних панелей, і виготовляються з кольорової сталі товщиною 0,3-0,6 мм, PPGI та оцинкованої сталі.
Реальний випадок - основні технічні параметри
Блок-схема: Розмотувач -- Направляючий -- Профілегибочний верстат -- Гідравлічний пробійник -- Гідравлічний виріз -- Стіл

Реальний випадок - основні технічні параметри
· Регульована швидкість лінії: 0-10 м/хв
· Сумісні матеріали: сталь з кольоровим покриттям, оцинкована сталь та PPGI
· Діапазон товщини матеріалу: 0,3-0,6 мм
· Тип профілюючої машини: стінова панельна конструкція
· Система приводу: ланцюговий механізм
· Система різання: Гідравлічне різання, з зупинкою роликового формувача під час процесу різання
· ПЛК-керування: система Siemens
Реальна машина для кейсів
1. Ручний розмотувач*1 (Ми також пропонуємо електричний та гідравлічний розмотувач, дізнайтеся більше в ОПИСІ нижче)
2. Профілеподібна машина * 1
3. Гідравлічний пробійник*1
4. Гідравлічний різальний верстат * 1
5. Вихідний стіл*2
6. Шафа керування ПЛК*1
7. Гідравлічна станція*1
8. Коробка запасних частин (безкоштовно) * 1
Опис реального випадку
Розмотувач
Розмотувач доступний у ручному, електричному та гідравлічному варіантах, які вибираються залежно від товщини, ширини та ваги сталевого рулону. Ручного розмотувача достатньо для надійної підтримки рулону товщиною 0,6 мм, забезпечуючи плавне та стабільне розмотування.
Центральний вал розмотувача, також відомий як пристрій для розширення серцевини, призначений для утримання сталевого рулону, з можливістю розширення або стиснення для розміщення під внутрішніми діаметрами від 460 до 520 мм, забезпечуючи безпечне та плавне розмотування. Крім того, зовнішній фіксатор рулону запобігає зісковзуванню рулону, підвищуючи безпеку працівників.
Керівництво

Направляючі ролики допомагають сталевому рулону плавно входити в профільний верстат, забезпечуючи вирівнювання з центральною лінією інших верстатів. Це вирівнювання має вирішальне значення для підтримки прямолінійності гребеневого ковпачка та забезпечення точних точок тиску формування.
Машина для формування ролика
Конструкція стінової панелі в поєднанні з ланцюговою системою ефективно формує тонкі листи товщиною від 0,3 до 0,6 мм, пропонуючи економічно ефективне рішення. Ланцюг укладено в залізний корпус, що забезпечує захист працівників та захищає ланцюги від пошкоджень сміттям. Коли сталевий рулон проходить через формувальні ролики, він піддається тиску та розтягу, що призводить до надання йому потрібної форми.
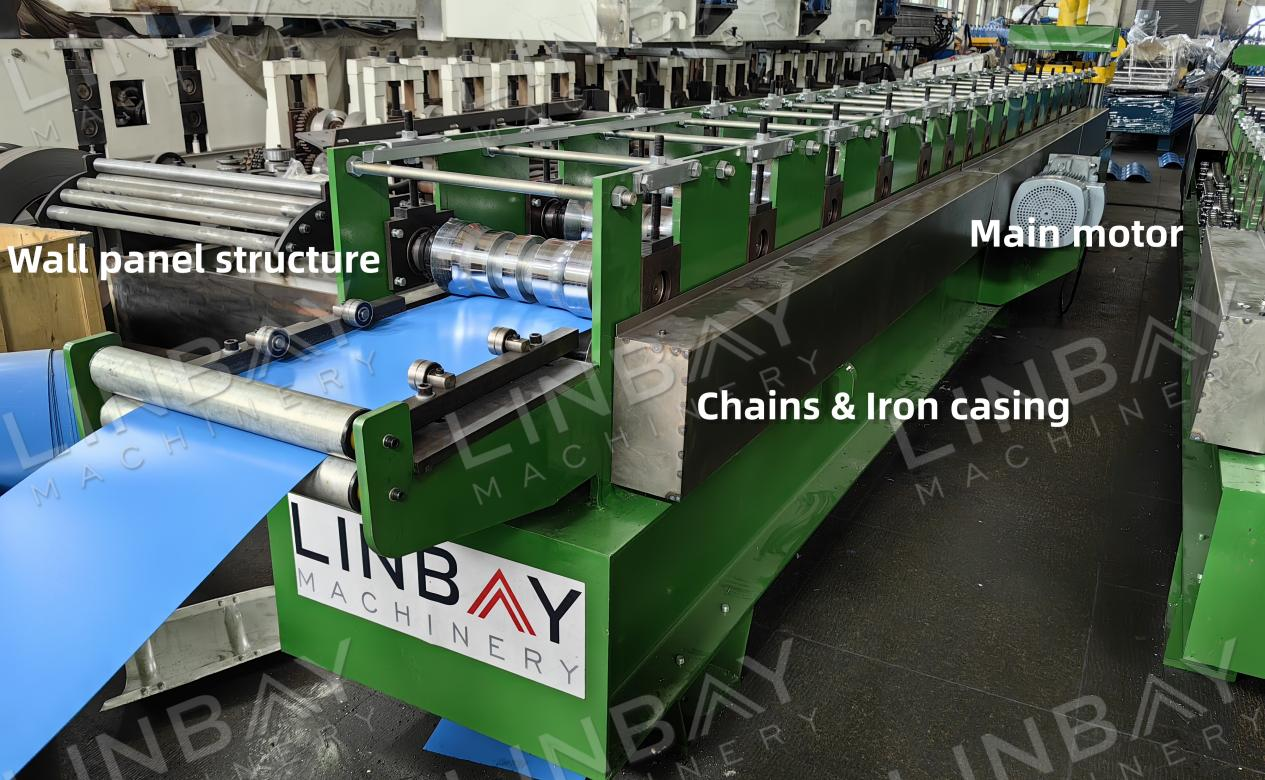
Система включає 16 формувальних станцій, кожна з яких точно виготовлена відповідно до специфікацій клієнта, враховуючи висоту хвилі, радіус дуги та прямі краї з обох боків гребеневого ковпачка. Ці станції розроблені таким чином, щоб запобігти подряпинам на поверхні рулону або пошкодженню лакофарбового покриття.
Цей гребеневий накладний елемент має підрубані краї для підвищення безпеки, зменшення гостроти та захисту працівників від травм. Підрубана конструкція також приховує металевий край, запобігаючи його розповзанню та зменшуючи ризик утворення іржі на краю гребеневого накладного елемента.
Штампування
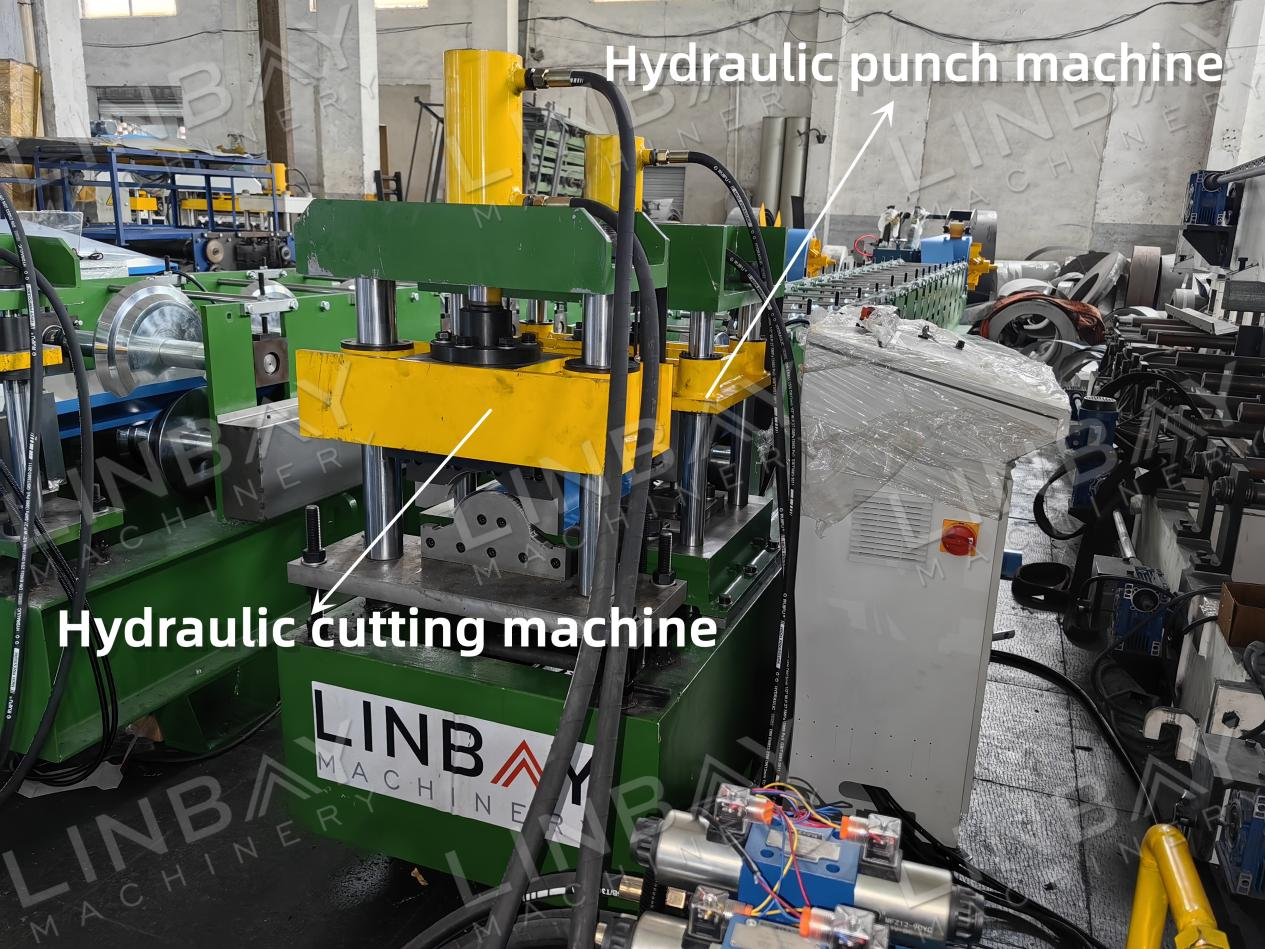
Після формування сталевий рулон набуває напівкруглої форми. Далі використовується гідравлічний штампувальний верстат для штампування рельєфного візерунка на плитці. Цей процес не тільки надає форми плитці, але й підвищує поздовжню міцність гребеневого ковпачка. Частоту штампування можна регулювати за допомогою екрана ПЛК, а форму для штампування можна налаштувати відповідно до ваших вимог.
Енкодер, шафа керування ПЛК та гідравлічне різання
Енкодер точно вимірює довжину просуваної сталевої рулони та перетворює це вимірювання на електричний сигнал, що надсилається до шафи керування ПЛК. Оператори можуть налаштовувати швидкість виробництва, розмір партії та довжину різання безпосередньо з екрана шафи ПЛК. Завдяки точному зворотному зв'язку від енкодера, гідравлічний різальний верстат може підтримувати похибку довжини різання в межах ±1 мм. Крім того, ріжучі леза виготовляються на замовлення відповідно до наданих креслень, що забезпечує чисті краї без деформацій та усуває задирки.
1. Розмотувач

2. Годування

3. Штампування

4. Профільувальні стани

5. Система керування

6. Система різання

Інші

Вихідний стіл






