









video
Profil

Oluk:Metalni oluci se obično koriste za odvodnjavanje duž rubova krovova zgrada, prvenstveno za sakupljanje i kanaliziranje kišnice. Uobičajeni stilovi uključujuhalf-okruglotipi K.-stiltipObično su napravljeni od metalnih materijala debljine od 0,3-0,8 mm, kao što su aluminij, prethodno obojeni čelik ili pocinčani čelik.
Gornja granica grebena:Grebenkapajesetgdje su dvije stranedvakrovpanelisusret, također poznat kao krovnivrhObično jekoristitid za poboljšanje brtvljenja i estetike krova. Sljemenski poklopci se obično izrađuju od prethodno obojenog čelika ili pocinčanog čelika debljine od 0,3-0,8 mm.
Praktični slučaj - Glavni tehnički parametri
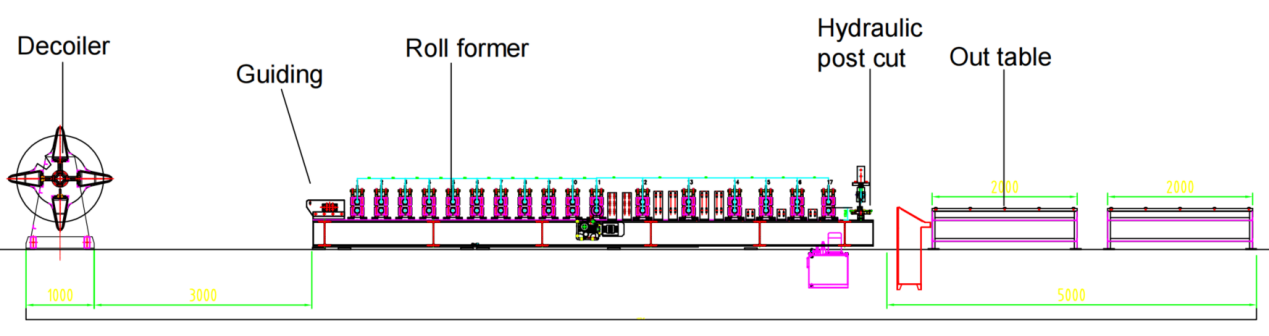
Dijagram toka: Odmotač -- Vođica -- Mašina za oblikovanje valjanjem -- Hidraulični rez -- Stol za rezanje
- 1. Grebenska kapa - Brzina linije: 0-12m/min, podesiva
- 2. Brzina oluka: 0-4m/min, podesiva
- 3. SuiMaterijal stola: Pocinčani čelik, prethodno obojeni čelik, aluminij
- 4. Debljina materijala: 0,3-0,8 mm
- 5. Mašina za valjanje profila: Struktura zidnih panela i sistem lančanog pogona
- 6. Sistem rezanja: Zaustavljanje za rezanje nakon mašine za oblikovanje valjaka, formirač valjaka se zaustavlja prilikom rezanja.
- 7. PLC ormar: Siemens sistem.
Prava lista za pakovanje
- 1. Hidraulični odmotač*2
- 2. Dvoredna mašina za oblikovanje valjaka*1
- 3. Dvoredna hidraulična mašina za rezanje*1
- 4. Vanjski stol*2
- 5. PLC upravljački ormar*1
- 6. Hidraulička stanica*1
- 7. Kutija s rezervnim dijelovima (besplatno)
Opis stvarnog slučaja
- Odmotač

Za sljemenski pokrov i oluke, konfiguracija odmotača je gotovo identična, koristeći hidraulične odmotače nosivosti 3 tone svaki. S obzirom na različite širine čeličnih kolutova koji se koriste za sljemenski pokrov i oluke, bolje je dodijeliti poseban odmotač za svaku proizvodnu liniju. Ovaj pristup minimizira vrijeme zastoja tokom zamjene kolutova i poboljšava operativnu efikasnost svake proizvodne linije.
Vođenje

TheVodeći valjci osiguravaju poravnanje između čelične zavojnice i valjanjemašina, sprečavajući deformaciju tokom procesa oblikovanja.
Mašina za valjanje

Ova mašina za valjanje profila koristi strukturu zidnih panela i sistem lančanog pogona. Za razliku od konvencionalnih dvorednih postavki koje sadrže dvije različite veličine istog profila, ova mašina obrađuje potpuno različite profile u svakom redu.
Važno je napomenuti da dva reda ne mogu raditi istovremeno. Preporučujemo da se za svaki profil dodijeli zasebna proizvodna linija ako imate veće proizvodne zahtjeve.
Osim toga, preko lanaca su postavljeni metalni poklopci kako bi se radnici zaštitili od slučajnog kontakta s rotirajućim lancima i kako bi se lanci zaštitili od oštećenja prašinom i krhotina.
Hidraulično rezanje

Mašine za rezanje su fiksirane na ovoj proizvodnoj liniji, zaustavljajući kretanje čelične zavojnice tokom rezanja. Za klijente kojima je potrebna veća brzina proizvodnje, nudimo leteću mašinu za rezanje čija se baza može glatko kretati naprijed i nazad po šinama istom brzinom kao i mašina za valjanje. Ovaj inovativni dizajn omogućava čeličnoj zavojnici da napreduje kroz mašinu za oblikovanje bez prekida tokom rezanja, čime se značajno povećava ukupna efikasnost proizvodne linije.
Na kraju oba reda, oštrice za rezanje su pedantno izrađene kako bi precizno pratile konture odgovarajućih profila. To osigurava da rubovi na profilima ostanu neiskrivljeni, održavajući najviše standarde preciznosti i kvalitete.
Hidraulična stanica
Dovodi početnu struju do rezača kroz zatvoreni rezervoar za ulje. Isključuje se bez rezanja, što može uštedjeti energiju.
Hidraulična stanica je opremljena ventilatorom za hlađenje, što omogućava efikasno odvođenje toplote kako bi se osigurao produženi i optimalni rad. Sa niskom stopom kvarova i izuzetnom izdržljivošću, hidraulična stanica garantuje pouzdane performanse na dugi rok.
PLC upravljački ormar i enkoder

Proizvodna linija za valjanje profila opremljena je enkoderom japanskog brenda KOYO. Enkoder kontinuirano pretvara detektovane dužine čeličnih zavojnica u električne signale, prenoseći ih u PLC kontrolni ormar. Operateri mogu podešavati brzinu proizvodnje, količinu i dužine rezanja. Mašina za rezanje postiže izuzetnu tačnost zahvaljujući preciznom mjerenju i povratnim informacijama enkodera, održavajući greške rezanja unutar ±1 mm.
1. Odmotač

2. Hranjenje

3. Bušenje

4. Stalak za valjanje

5. Sistem vožnje

6. Sistem rezanja

Drugi

Van stola





