







Vídeo
Perfil

Esta máquina está diseñada para fabricar caballetes para galvateja, cun grosor que oscila entre 0,3 e 0,5 mm e unha lonxitude estándar de 3,05 metros. Tal como se aprecia na imaxe, as texas de cumbrera suelen instalarse no techo xunto coas galvatejas (tipo teja).
Fluxo
Desbobinador-Alimentador-Conformadora-Prensa hidráulica-Corte hidráulica-Mesa de saída
Velocidade de funcionamento:axustable entre 3 e 4 m/min
Desbobinador:manual, capacidade de 1 tonelada
Conformadora:consta de 16 estacións, con estrutura de panel e transmisión por cadea
Prensa hidráulica:integrada na conformadora, cun ciclo de prensado de 3 segundos
Corte hidráulico:tamén integrado na formadora, cun tempo de corte de 3 segundos por operación
Grupo hidráulico:5,5 kW, suministra enerxía tanto para o corte como para o prensado
Control PLC:interfaz bilingüe chino-español, de fácil manejo
Mesa de saída:diseñada para recibir e colocar os perfís formados
Parámetros
| Conformadora para caballete para galvateje con prensa | ||
| Elemento | Configuración opcional | |
| Materia prima: | Acero galvanizado, galvalume, y pintado poliester | Espesor (MM): 0,3-0,5 mm (calibre 24-30) |
| Fluencia: | ≤300 Mpa | |
| Velocidade da liña: | 3-4 m/min | Axustable |
| Velocidade de axuste: | 0-5 m/min | Axustable |
| Desbobinador: | Manual | |
| Capacidade de carga do desbobinador: | 1t | |
| Potencia de motor para conformar: | 5,5 kW | 5 anos de garantía |
| Sistema de transmisión: | Cadea de 1,2 polgadas | |
| Paso de formato: | 16 pasos | * Segundo os teus perfís |
| Estrutura da máquina: | Panel robusto de 18 mm | |
| Material dos rodillos: | GCr15 | 5 anos de garantía |
| Diámetro do eixe: | φ75 mm | |
| Forma de prensa: | Hidráulica | |
| Forma de corte: | Hidráulica | A máquina parada |
| Velocidade de corte: | 3s cada corte e 3s cada prensa | |
| Materia prima do molde: | Cr12Mov | 1 xogo |
| Materia prima de coitelas: | Cr12Mov | 1 xogo |
| Potencia do motor de corte: | 5,5 kW | Ofrecido polo grupo hidráulico |
| Marca do codificador: | Omron | |
| Tolerancia de lonxitude: | ≤+/- 1 mm | |
| Lonxitude da mesa de saída: | 4 metros | |
| Marca do grupo hidráulico: | Wuxi Wansheng | Estándar CE |
| Inversor: | Marca Yaskawa | |
| PLC: | Marca Siemens | |
| HMI: | Marca MCGS | |
| Lingua: | Español | |
| Electricidade: | 440 V 60 Hz 3 fases | * O segundo o seu requisito |
| Cor da máquina: | Verde | * O segundo o seu requisito |
| Entrega: | 90 días | |
| Concorrente: | 1*40GP | |
| Peso total: | 9,6 toneladas | |
| Dimensións: | 17 m (lonxitude) * 1,7 m (largura) * 1,3 m (altura) | |
Desbobinador

Unha vez que a máquina chega á fábrica, debe organizar a liña de produción de acordo co diagrama de fluxo. Coloque a bobina de aceiro no desenrollador; Neste caso, se utiliza un desenrollador manual con capacidade para 1 tonelada. Durante a carga, os operadores manexan manualmente a expansión e a tensión do desenrollador para asegurar a bobina. A continuación, introduzca un extremo da bobina de aceiro na formadora, que se encargará de avanzar o material a través do proceso.
Alimentador

Aquí se presenta a sección de entrada de alimentación. Al recibir a máquina, o cliente pode verificarse utilizando os parámetros de ancho de alimentación e a posición de guía que proporcionamos. En caso de que sea necesario axustar o ancho de alimentación, simplemente debe floxar os tornillos correspondentes.
Conformadora

A perfiladora é o compoñente central da liña de produción e conta cunha estrutura de panel con transmisión por cadea. O motor principal atópase nun dos lados da cadea. A máquina ten 16 estacións de conformado, cun xogo de rodillos por cada paso. Para garantir a seguridade dos operadores durante o funcionamento, a cadea está protexida por unha cuberta. Al recibir a máquina, o cliente notará que a cuberta non está instalada. Se recomenda que os traballadores apliquen grasa sólida á cadea para lubricar antes de proceder coa instalación da cuberta.
Prensa hidráulica
Unha vez conformado, o perfil necesita ser prensado. A prensa hidráulica está equipada cun molde superior e inferior. O molde inferior se eleva para crear un relieve no perfil. Tras o prensado, a máquina mantén un tempo de retención para asegurar a forma. A distancia entre cada prensado é ajustable desde o panel de control.
Grazas a diferentes válvulas electromagnéticas que aceleran o proceso, se pode alcanzar unha velocidade de produción de 3-4 m/min no modo de corte coa máquina detenda. Ademais, nuestros moldes están coidadosamente deseñados para evitar que o prensado deixe arañazos ou marcas na superficie do perfil.
Corte hidráulico

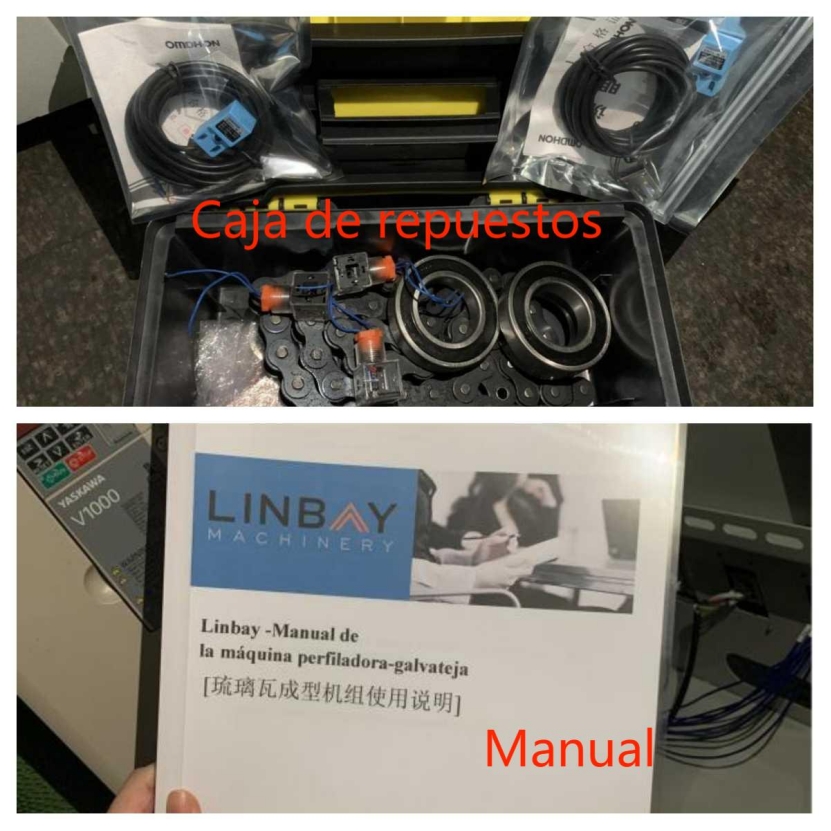
Despois do prensado, o perfil avanza na sección de corte. Se instala un codificador na formadora para medir con precisión a lonxitude do perfil, o que asegura un estampado e corte exactos. A lonxitude da corte é ajustable a través do panel de control segundo as necesidades do cliente. Todas as operacións necesarias para a configuración da produción estarán detalladas no manual. Proporcionamos un manual de usuario e un vídeo de instalación para facilitar o uso e a operación da máquina. O sistema PLC da formadora está en español, aínda que pode personalizarse segundo as preferencias do cliente. Ademais, entregará unha caixa de accesorios con pezas esenciais.
1. Desenrolador

2. Alimentación

3. Punzón

4. Soportes de perfilado

5. Sistema de condución

6. Sistema de corte

Outros

Fóra da mesa





