








video
Profil

Križno učvršćivanje igra vitalnu ulogu u sustavima regala, jačajući potporu i stabilnost između dva uspravna okvira. Izrađeni od izdržljivog crnog čelika debljine obično od 1,5 do 2,5 mm, nanošenje boje nakon oblikovanja služi za povećanje otpornosti na koroziju i hrđu, osiguravajući dugotrajnost i pouzdanost.
Stvarni slučaj - Glavni tehnički parametri
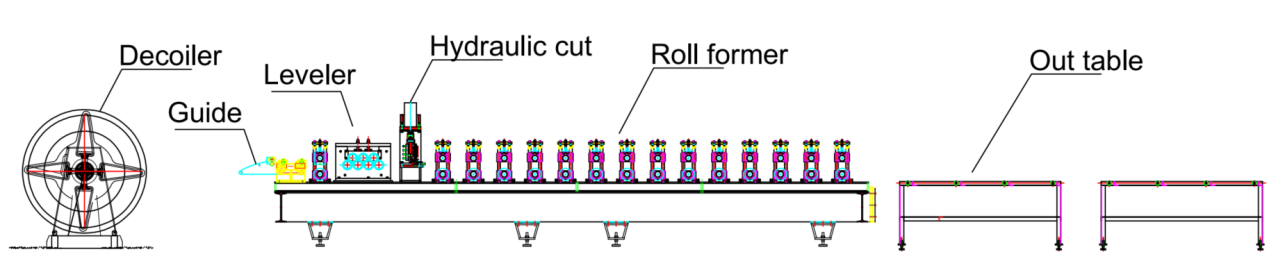
Dijagram toka: Dekoiler--Vodilica--Nivelator--Prethodno izrezano--Rolani oblikstroj--Vanjski stol
- 1. Brzina linije: 0-15m/min, podesiva
- 2. Dimenzije u stvarnom kućištu: Višestruka širina 80-300 mm, fiksna visina 50 mm
- 3. Prikladan materijal: Pocinčani čelik
- 4. Debljina materijala: 1,5-2 mm
- 5. Stroj za valjanje: Lijevano željezon struktura i sustav lančanog pogona
- 6. Sustav rezanja: Rezanje prije stroja za valjanje, s hidrauličkim pogonom.
- 7. PLC ormar: Siemensov sustav.
Pravi strojevi za slučajeve
1. Odmotavač*1
2. Poravnavač (opremljen na stroju za valjanje) * 1
3. Hidraulički stroj za prethodno rezanje*1
4. Stroj za valjanje*1
5. Vanjski stol*2
6. PLC upravljački ormar*1
7. Hidraulička stanica*2
8. Kutija s rezervnim dijelovima (besplatno) * 1
Opis stvarnog slučaja
- Odmotač
Obično odmotač služi kao prva komponenta proizvodne linije. Njegova preša može pričvrstiti čeličnu zavojnicu, sprječavajući ozljede od trzaja zavojnice tijekom izmjene zavojnice. Uređaji za držanje zavojnice prema van dodatno sprječavaju klizanje zavojnica s trna.
Vođenje
Vodilice će pravilno voditi čeličnu zavojnicu u valjke za oblikovanje kako bi se održalo poravnanje između čelične zavojnice i stroja za oblikovanje valjaka, minimizirajući svako potencijalno savijanje ili odstupanje.
Nivelator

Debljina poprečnog učvršćivanja doseže 2,5 mm i samo kada je savršeno ravno i nije uvijeno može pružiti najbolju stabilnost okvira regala. Stroj za ravnanje može izravnati čeličnu zavojnicu, osloboditi unutarnji tlak, što olakšava njezino ravno oblikovanje. U ovoj proizvodnoj liniji, stroj za ravnanje postavljen je na podnožje stroja za valjanje, što može uštedjeti prostor na podu i smanjiti troškove zemljišta.
Stroj za prethodno rezanje
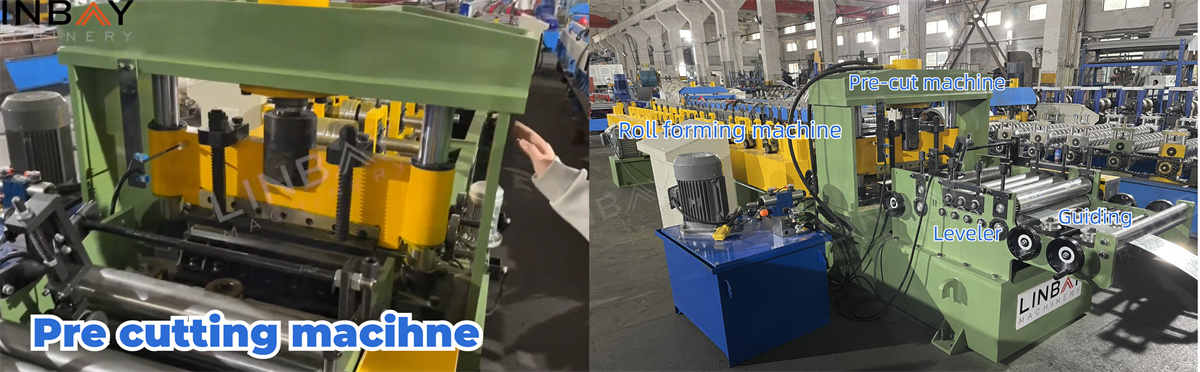
U usporedbi s naknadnim rezanjem, predrezivanje prije oblikovanja ne stvara otpad. Ovo rješenje olakšava zamjenu čeličnih zavojnica različitih širina za proizvodnju više veličina na istoj proizvodnoj liniji, bez nastanka otpada.
Rolani oblikstroj

Stroj za valjanje profila najvažnija je komponenta cijele proizvodne linije. Koristi robusnu konstrukciju od lijevanog željeza za stanicu za oblikovanje, izrađenu od punog komada čelika. Rotaciju valjaka za oblikovanje pokreće lančani sustav.
Materijal valjaka za oblikovanje je Gcr15, visokougljični kromirani čelik poznat po svojoj izvrsnoj tvrdoći i otpornosti na habanje. Valjci su kromirani kako bi se produžio njihov vijek trajanja. Osovine su izrađene od 40Cr materijala i podvrgnute su toplinskoj obradi.
Na dnu profila ugrađena su ojačanja radi povećanja njegove čvrstoće. Ovaj stroj za valjanje profila može proizvesti poprečna učvršćenja širine 80-300 mm i visine 50 mm. Unosom željenih dimenzija u PLC upravljačku ploču, stanica za oblikovanje pomiče se duž tračnica u ispravan i precizan položaj. Točka oblikovanja također se podešava kako se stanica za oblikovanje pomiče.
Radi sigurnosti kretanja stanica za oblikovanje, 2 senzori udaljenosti postavljeni su na podnožje stroja, što odgovara najudaljenijem i najunutarnjem položaju kojiformiranjestanicasmože se premjestiti u.Za senzore, tOsjetna točka jeovdjenabaza stanica za oblikovanjeNajdubljisenzorje spriječitiformiranjestanicasod prevelikog približavanja i izazivanja sudara s valjcima.Najudaljenijisenzorje spriječitiformiranjeod odvajanja stanice odtračnicei padajući.
Hidraulična stanica
Hidraulična stanica opremljena je ventilatorima za hlađenje dizajniranim za učinkovito odvođenje topline, što jamči neprekidan rad i povećava produktivnost. Poznata po niskoj stopi kvarova, ova hidraulična stanica izrađena je za dugotrajnost, osiguravajući dugotrajnu izdržljivost.
PLC upravljački ormar i enkoder
Enkoder pretvara izmjerenu duljinu čelične zavojnice u električne signale koji se prenose u PLC upravljački ormar. Unutar upravljačkog ormara može se upravljati brzinom proizvodnje, pojedinačnim proizvodnim izlazom, duljinom rezanja i drugim parametrima. Preciznim mjerenjima i povratnim informacijama iz enkodera, stroj za rezanje može kontrolirati pogreške rezanja unutar ±1 mm.
1. Odmotač

2. Hranjenje

3. Probijanje

4. Stalak za valjanje

5. Pogonski sustav

6. Sustav rezanja

Drugi

Vanjski stol






