








Prófíll
Hryggjarhettan festir samskeytin þar sem þakhallarnir tveir mætast og verndar svæðið á áhrifaríkan hátt fyrir rigningu og ryki. Þessir hettur eru fáanlegir í ýmsum stærðum og gerðum til að passa við mismunandi gerðir af málmþakplötum og eru gerðir úr 0,3-0,6 mm lituðu stáli, PPGI og galvaniseruðu stáli.
Raunverulegt tilfelli - Helstu tæknilegar breytur
Flæðirit: Afrúllari--Leiðsögn--Rúllumyndunarvél--Vökvakýli--Vökvaskurðarborð

Raunverulegt tilfelli - Helstu tæknilegar breytur
· Stillanlegur línuhraði: 0-10m/mín
· Samhæfð efni: Litað stál, galvaniserað stál og PPGI
· Þykktarbil efnis: 0,3-0,6 mm
· Tegund rúlluformunarvélar: Veggplatabygging
· Drifkerfi: Keðjukerfi
· Skurðarkerfi: Vökvaskurður, þar sem valsformari stöðvast meðan á skurðarferlinu stendur
· PLC stjórnun: Siemens kerfi
Raunveruleg málvéla
1. Handvirk afrúllunarvél * 1 (Við bjóðum einnig upp á rafmagns- og vökvaafrúllunarvélar, sjá LÝSINGU hér að neðan)
2. Rúlluformunarvél * 1
3. Vökvakerfis gatavél * 1
4. Vökvaskurðarvél * 1
5. Útiborð * 2
6. PLC stjórnskápur * 1
7. Vökvastöð * 1
8. Varahlutakassi (ókeypis) * 1
Lýsing á raunverulegu tilfelli
Afrúllari
Afrúllunartækið er fáanlegt í handvirkri, rafmagns- og vökvaútgáfu, valið eftir þykkt, breidd og þyngd stálrúllunnar. Handvirk afrúllunartæki nægir til að styðja 0,6 mm þykka rúllu örugglega og tryggja mjúka og stöðuga afrúllun.
Miðskaft afrúllunartækisins, einnig þekkt sem kjarnaþenslubúnaður, er hannað til að halda stálrúllunni, með getu til að þenjast út eða dragast saman til að mæta innri þvermál á bilinu 460-520 mm, sem tryggir örugga og mjúka afrúllun. Að auki er ytri spóluhaldari innifalinn til að koma í veg fyrir að spólan renni af, sem eykur öryggi starfsmanna.
Leiðsögn

Leiðarúllur hjálpa stálrúllunni að komast mjúklega inn í rúllumótunarvélina og tryggja að hún sé í samræmi við miðlínu hinna vélanna. Þessi röðun er mikilvæg til að viðhalda beinni hryggjarloksins og tryggja nákvæma þrýstipunkta fyrir mótun.
Rúlluformunarvél
Veggplötuuppbyggingin ásamt keðjukerfinu mótar á skilvirkan hátt þunnar plötur á bilinu 0,3-0,6 mm að þykkt, sem býður upp á hagkvæma lausn. Keðjan er í járnhjúpi sem veitir starfsmönnum vernd og verndar keðjurnar fyrir ruslskemmdum. Þegar stálrúllan fer í gegnum mótunarvalsana verður hún fyrir þrýstingi og togkrafti, sem leiðir til þess að hún fæst í þeirri lögun sem óskað er eftir.
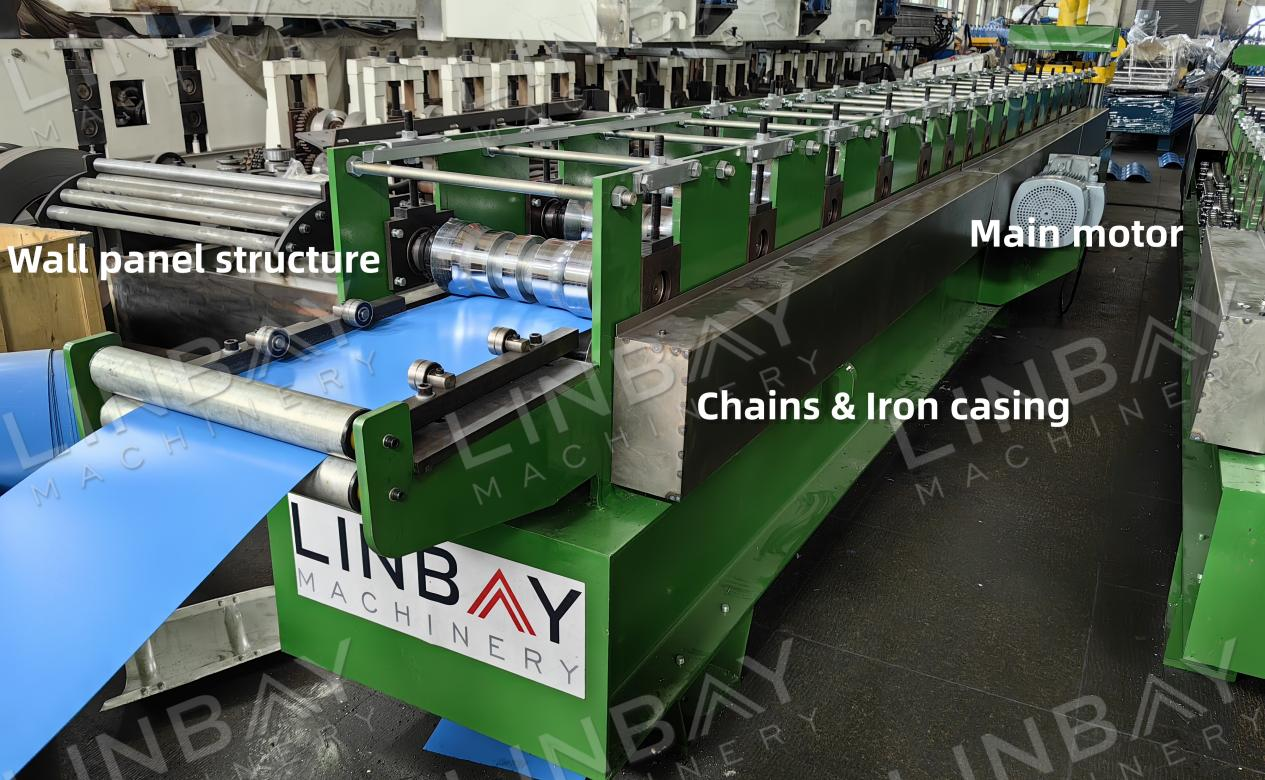
Kerfið inniheldur 16 mótunarstöðvar, hver nákvæmlega smíðaðar út frá forskriftum viðskiptavinarins, með hliðsjón af bylgjuhæð, bogadíus og beinum brúnum á báðum hliðum hryggloksins. Þessar stöðvar eru hannaðar til að koma í veg fyrir rispur á yfirborði spólunnar eða skemmdir á málningarhúðinni.
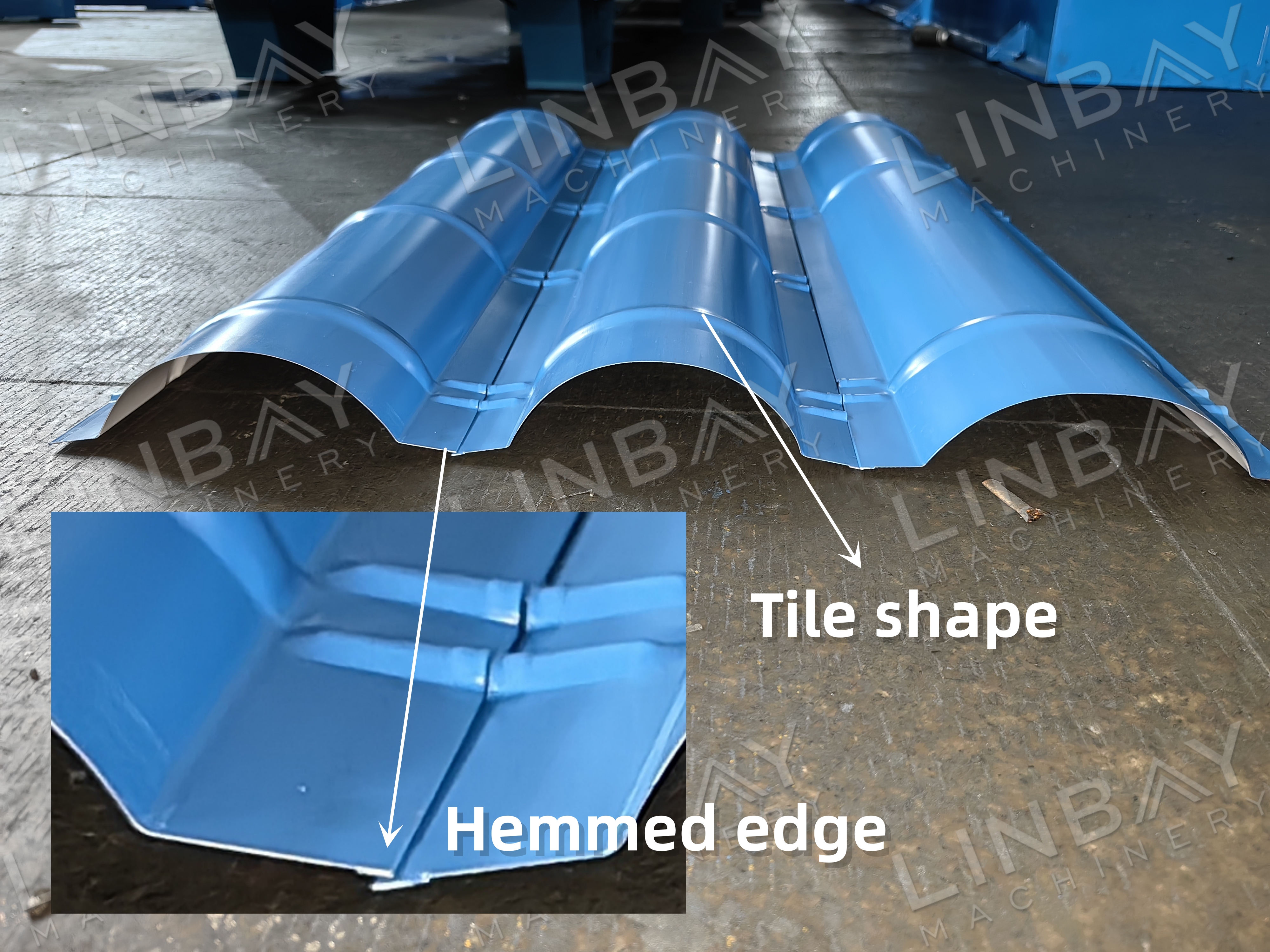
Þessi hrygghetta er með faldaðar brúnir til að auka öryggi með því að draga úr skerpu og vernda starfsmenn fyrir meiðslum. Falda hönnunin hylur einnig málmbrúnina, kemur í veg fyrir að brúnin skríði og dregur úr hættu á ryðmyndun við brún hrygghettunnar.
Stimplun
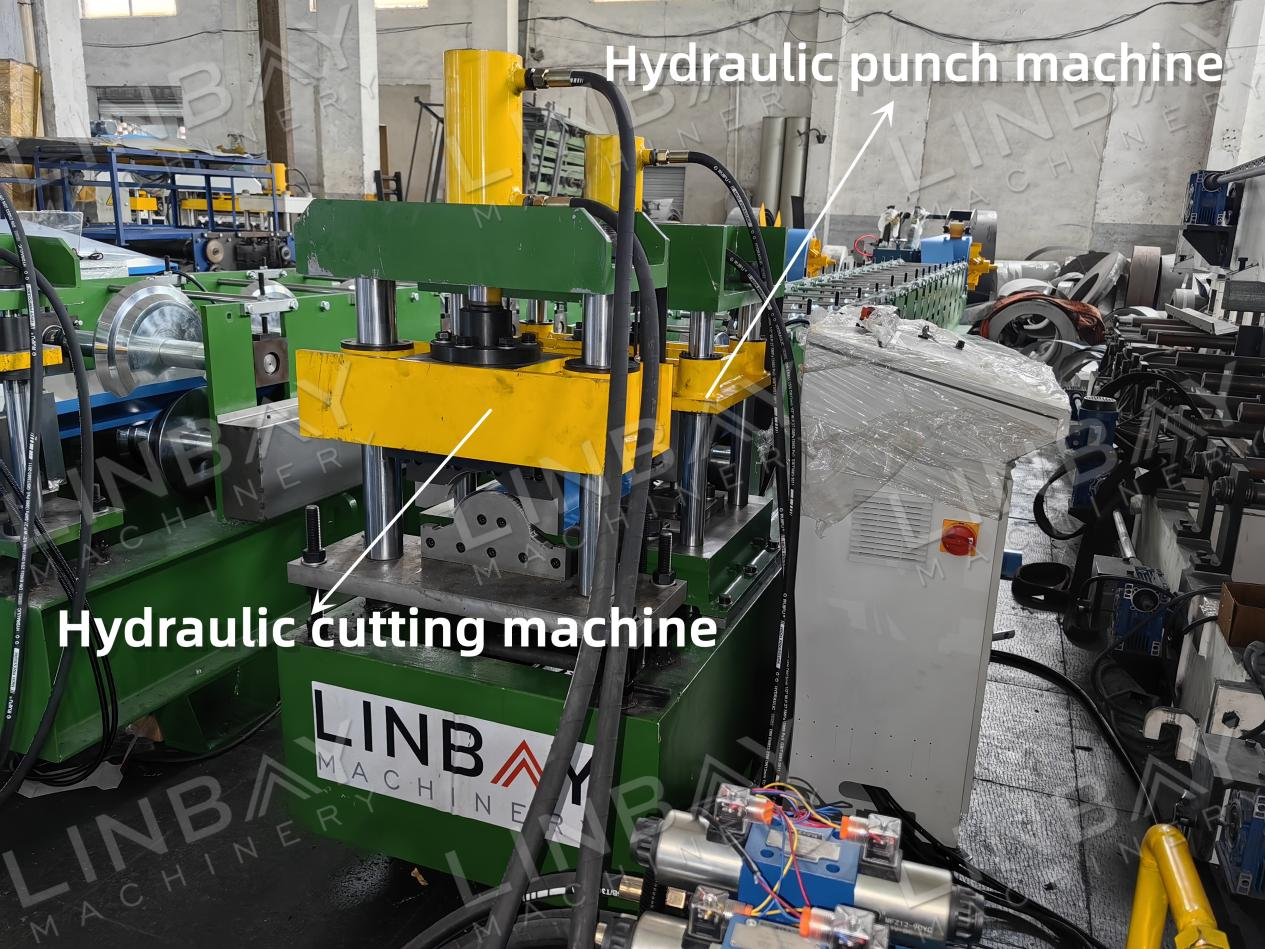
Þegar stálrúllan hefur verið mótuð tekur hún á sig hálfhringlaga lögun. Næst er vökvastansvél notuð til að stempla upphleyptu mynstrinu á flísina. Þetta ferli mótar ekki aðeins flísina heldur eykur einnig lengdarstyrk hryggjarloksins. Hægt er að stilla stempunartíðnina með PLC skjánum og hægt er að aðlaga stempunarmótið að þínum forskriftum.
Kóðari, PLC stjórnskápur og vökvaskurður
Kóðarinn mælir nákvæmlega lengd stálrúllunnar sem er á leiðinni og breytir þessari mælingu í rafmagnsmerki sem sent er í stjórnborðið. Rekstraraðilar geta stillt framleiðsluhraða, lotustærð og skurðarlengd beint af skjá stjórnborðsins. Þökk sé nákvæmri endurgjöf frá kóðaranum getur vökvaskurðarvélin viðhaldið skurðarlengdarvillu innan ±1 mm. Að auki eru skurðarblöðin sérsniðin samkvæmt meðfylgjandi teikningum, sem tryggir hreinar, aflögunarlausar brúnir og útilokar rispur.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð






