




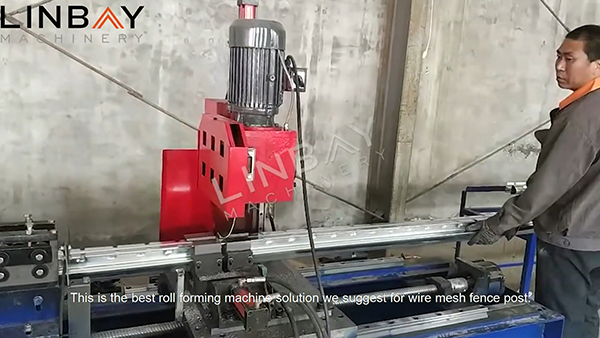



myndband
Prófíll

Vírnetsgirðingarstaur, oft kallaður ferskjustaur, fær nafn sitt af ytra laginu sem minnir á ferskju. Ferskjustaurinn er yfirleitt smíðaður úr lágkolefnis- eða heitvalsuðum stálspíralum og er köldvalsaður til að ná fram sinni sérstöku lögun.
Brúnir stálrúllunnar eru beygðar út á við til að mynda U-laga krók, sem eykur stöðugleika við festingu vírnetsins. Raufar eru staðsettar á stefnumiðuðum brautum báðum megin við ferskjustólpinn til að auðvelda uppsetningu málmvírnetsins, og raufarnar eru sérsniðnar að möskvastærðinni.
Heildarframleiðslulínan samanstendur af hakaskurði og rúlluformun. Mótunarvalsarnir og gataformin eru sniðin að því að tryggja nákvæma mótun og nákvæma staðsetningu haka.
Raunverulegt tilfelli - Helstu tæknilegar breytur
Flæðirit
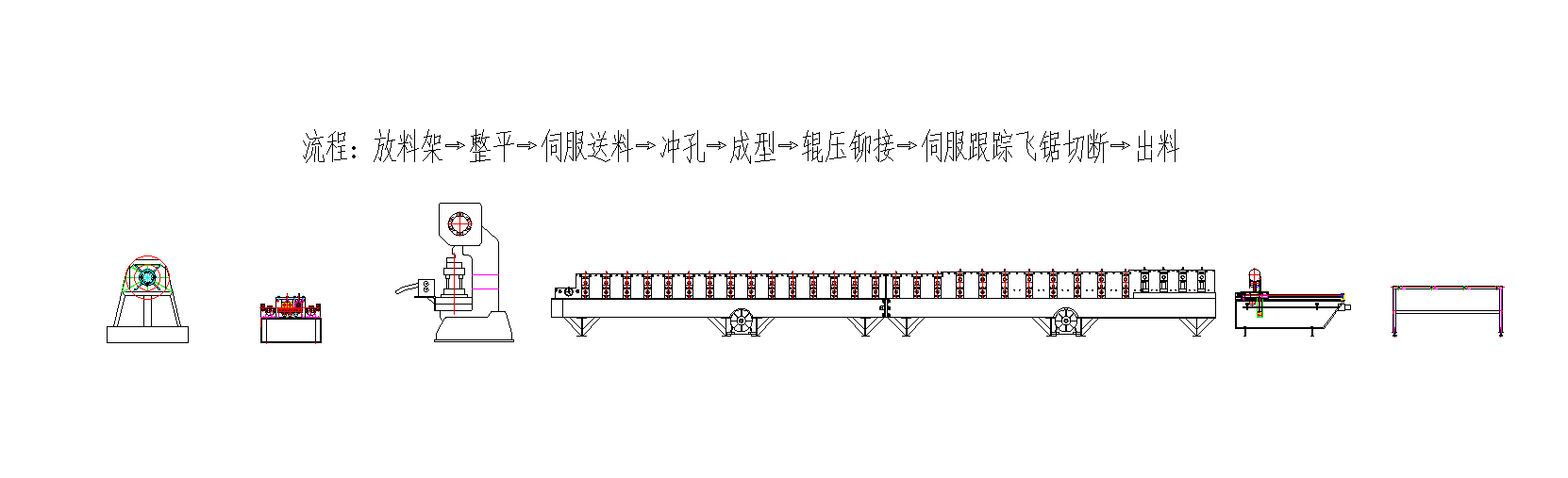
Vökvakerfisafrúllari-Jafnari-Servofóðrari-Stanspressa-Gryfja-Valsaformari-Fljúgandi sagskurðarborð
Helstu tæknilegar breytur:
1. Línuhraði: Stillanlegur frá 0 til 6 m/mín.
2. Prófílar: Ein stærð af möskvagrindarstöng
3. Efnisþykkt: 0,8-1,2 mm (fyrir þessa notkun)
4. Hentug efni: Heitt valsað stál, kalt valsað stál
5. Rúlluformunarvél: Veggplötubygging með keðjuaksturskerfi
6. Fjöldi mótunarstöðva: 26
7. Nítingarkerfi: Rúllugerð; rúlluformari helst virkur meðan á níting stendur
8. Skurðarkerfi: Sögskurður; rúlluformari helst virkur meðan á skurði stendur
9. PLC skápur: Útbúinn með Siemens kerfi
Lýsing á raunverulegu tilfelli
Vökvakerfisafrúllari
Afrúllunarvélin býður upp á fjölhæfni með möguleika á handvirkri, rafknúinni og vökvastýringu. Val á gerð fer eftir þyngd og þykkt spólunnar til að tryggja mjúka og óaðfinnanlega afrúllu.
Þessi vökvastýrða afrúllunarvél státar af mikilli burðargetu upp á 5 tonn og er búin útlægum spólufestingum til að koma í veg fyrir að spólan renni til. Mótorinn knýr útvíkkunarbúnaðinn, sem gerir kleift að víkka og dragast saman til að mæta mismunandi innri þvermálum spólunnar, allt frá 460 mm til 520 mm.
Jafnari

Jöfnunartækið flatir spóluna á skilvirkan hátt, dregur úr innri þrýstingi og álagi og eykur þannig gata- og mótunarferlið.
Servo-fóðrari og gatapressa
Servófóðrari okkar, sem einkennist af lágmarks ræsingar- og stöðvunartöfum, býður upp á nákvæma stjórn á fóðraranum. Þetta tryggir nákvæma lengd spólufóðurs og staðsetningu gata, sem eykur nákvæmni og skilvirkni framleiðslunnar í heild.

Fullbúnir vírnetsgirðingarstaurar eru búnir fjölmörgum hakum sem eru hannaðir fyrir vírnettengingar.
Rúlluformunarvél
Þessi rúlluformunarvél er smíðuð með veggplötubyggingu og starfar með keðjudrifkerfi. Í gegnum mótunarferlið aflagast spólan smám saman undir áhrifum krafts og heldur sig við tilgreinda „ferskjulaga lögun“ sem lýst er á meðfylgjandi teikningum.

Til að koma í veg fyrir að spólurnar losni við mót stauranna við langvarandi notkun eru varúðarráðstafanir gerðar. Eftir rúlluformun þrýsta nítingarrúllurnar á spólurnar sem skarast og mynda nítingar sem styrkja stöðugleika stauranna og auka líftíma þeirra.
Ennfremur, vegna hringlaga hönnunar nítingarvalsanna, getur rúlluformarinn haldið áfram að virka óaðfinnanlega þegar spólan færist áfram við nítingu, sem útrýmir þörfinni á að setja upp annan hreyfanlegan grunn fyrir nítingartækið.
Fljúgandi sagskurður
Vegna lokaðrar lögunar ferskjustólpans kemur sagarskurður fram sem hentugasta aðferðin, sem kemur í veg fyrir aflögun spólunnar á skurðbrúnunum. Þar að auki myndast ekki úrgangur við skurðferlið. Til að hámarka afkastagetu framleiðslulínunnar er hægt að stilla botn skurðarvélarinnar fram og til baka til að samstilla við hraða rúlluformunarvélarinnar, sem tryggir ótruflaðan rekstur.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð






