VIDEO
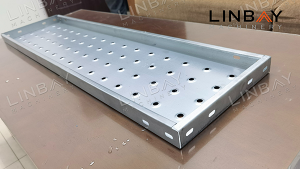
Profil
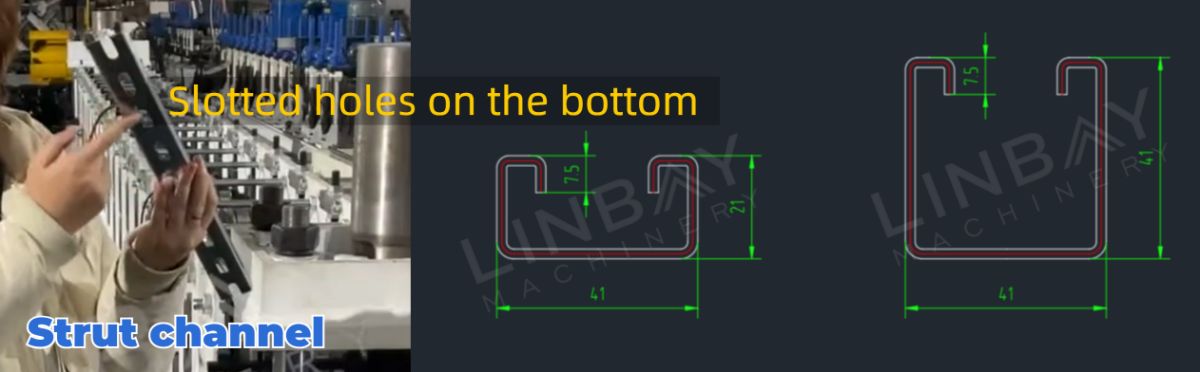
Stretchkanal déngt als wichtege Bestanddeel fir d'Ënnerstëtzung an d'Verbindung vu liichte Strukturlaaschten am Gebaikonstruktiounsbau. Standard Dimensioune fir Stretchkanale sinn dacks41*21mman41*41mmDës Kanäl gi meeschtens aus Materialien hiergestallt wéiwaarmgewalzten Stol, kalgewalzten Stol oder galvaniséierten Stol, mat enger Déckt, déi typescherweis tëscht1,5 mm bis 2 mm.
Reelle Fall - Haapttechnesch Parameteren
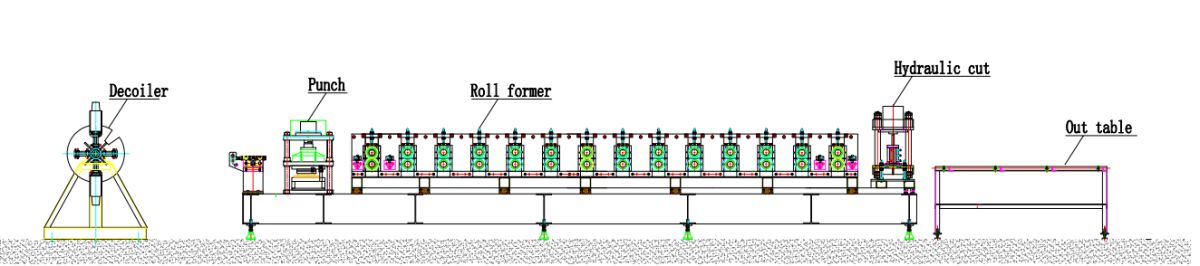
Flussdiagramm
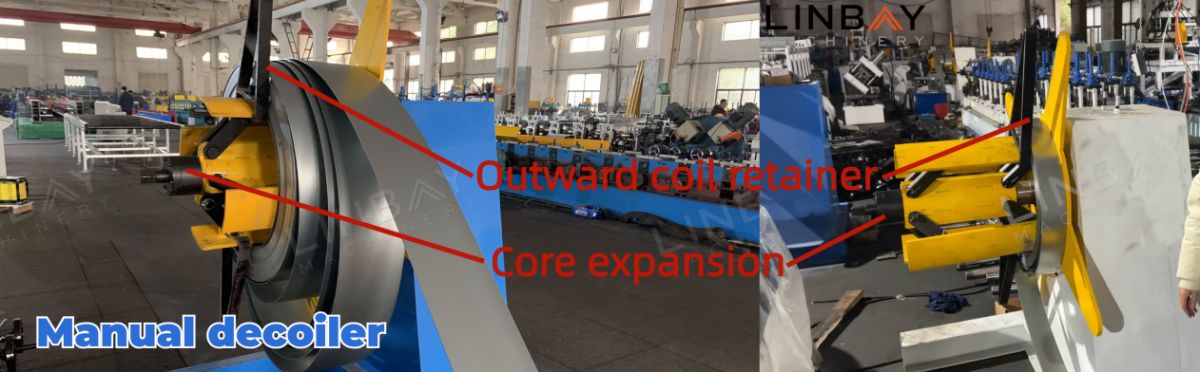
Den manuellen Decoiler ass mat enger Bremsanlag ausgestatt, déi eng Upassung vun der Kärausdehnung tëscht φ490-510 mm erméiglecht,garantéiert eng reibungslos EntwicklungAusserdeem verhënnert eng no baussenzeg Spulenhalterung datt d'Spul rutscht, wat d'Käschteeffizienz an d'Sécherheet erhéicht. Am Fall vum hydrauleschen Dehaspeler séchert en Pressaarm d'Stolspiral, wouduerch de Risiko vun engem Opsprangen vun der Spul an eventuell Verletzunge vun den Aarbechter reduzéiert gëtt. Fir déi erhéicht Produktiounsufuerderungen gerecht ze ginn, bidden mir optional en hydrauleschen Dehaspeler un, deen vun enger hydraulescher Statioun ugedriwwe gëtt.
Manuell Decoiler--Féierung--Hydraulesch Stempel--Rollformmaschinn--Hydraulesch Ausschneidendësch
Haapttechnesch Parameteren
1. Linngeschwindegkeet: 0-12m/min ouni Stanzen, 3m/min mat Stanzen.
2. Materialdicke: 2mm an dësem Fall.
3. Geeignet Material: Waarmgewalzt Stol, kalgewalzt Stol, galvaniséierte Stol.
4. Rollformmaschinn: Wandpaneelstruktur a Kettenundriffssystem.
5. Zuel vun de Formstatiounen: 20
6. Stanzsystem: Hydraulesch, Rollformstopp beim Stanzen.
7. Schneidsystem: Hydraulesch, Rollform hält beim Schneiden op.
8. Gréisst änneren: 2-3 Stonnen manuell.
9. PLC-Schrank: Siemens-System.
Beschreiwung vum richtege Fall
Manuell Decoiler
Guidéieren
Féierungsrollen spille eng entscheedend Roll fir d'Ausriichtung tëscht der Stolroll an der Maschinn ze garantéieren, wouduerch eng Verzerrung vum Stretchkanal verhënnert gëtt.

Führrollen spillen eng entscheedend Roll am Formprozess a verhënneren d'Verformung vum Bandstol duerch Réckstouss. D'Geriichtheet vum Réierbalken ass essentiell fir d'Produktqualitéit a beaflosst d'Leeschtung vum gesamte Montagerahmen. Führrollen sinn strategesch laanscht déi ganz Rollformmaschinn installéiert, net nëmmen um Agank. Virum Versand moosse mir den Ofstand vun all Führroll bis zum Rand vun der Maschinn a dokumentéieren dës Miessungen am Handbuch. Am Fall vu liichte Verrécklungen während dem Transport oder dem Produktiounsprozess kënnen d'Mataarbechter dës opgeholl Donnéeën benotzen, fir d'Rollen präzis nei ze positionéieren.
Hydraulesche Punch

Den hydraulesche Stanzstempel, deen vun enger hydraulescher Statioun ugedriwwe gëtt, ass virun der Rollformmaschinn placéiert, sou datt eng Paus am Rollformprozess beim Stanzen néideg ass. D'hydraulesch Stanzmaschinn ass mat engem Stanzschratt vu 400 mm konfiguréiert. Fir eng erhéicht Produktiounsgeschwindegkeet proposéiere mir eng onofhängeg hydraulesch Stanzléisung, déi op déi geliwwert Stanzzeechnunge zougeschnidden ass.
Rollformmaschinn
D'Rollformmaschinn huet eng Wandpaneelstruktur an e Kettenundriffssystem, wat eng käschtegënschteg Léisung fir manuell Gréisstännerungen mat enger Ersatzzäit vu ronn bitt.2-3 Stonnen.
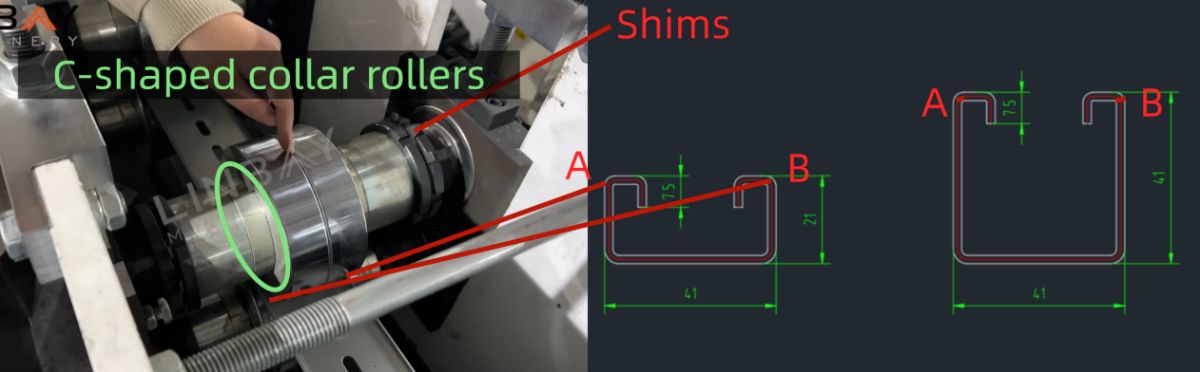
D'Upassung vun de Formpunkten ass entscheedend fir d'Gréissten ze änneren. D'Oflegeplatten un den Enden vun de Rollen léisen an ersetzen oder derbäisetzenC-fërmeg Kraangrollen (Hülsen)op der entspriechender Positioun verréckelt sech de Formpunkt fir déi nei Profilgréisst. Zousätzlech bidden mir engautomatesch Gréisstännerung Léisungmat enger Ersatzzäit vunongeféier 10 Minutten.
Videolink op -【Installatioun】Linbay Change-Hülsen fir Rollformmaschinn

Hydraulesch Schnëtt

Déi hydraulesch Schneidmaschinn, déi vun enger hydraulescher Statioun bedriwwe gëtt, ass kompetent fir 2 mm déck Stahlrollen ze schneiden. Hir Schneidklingen sinn op d'Profilform ugepasst a produzéieren ongeféier 8 mm Offallmaterial pro Schnëtt, während eng bal gratfräi Schnëttoberfläche behalen gëtt.
Encoder & PLC
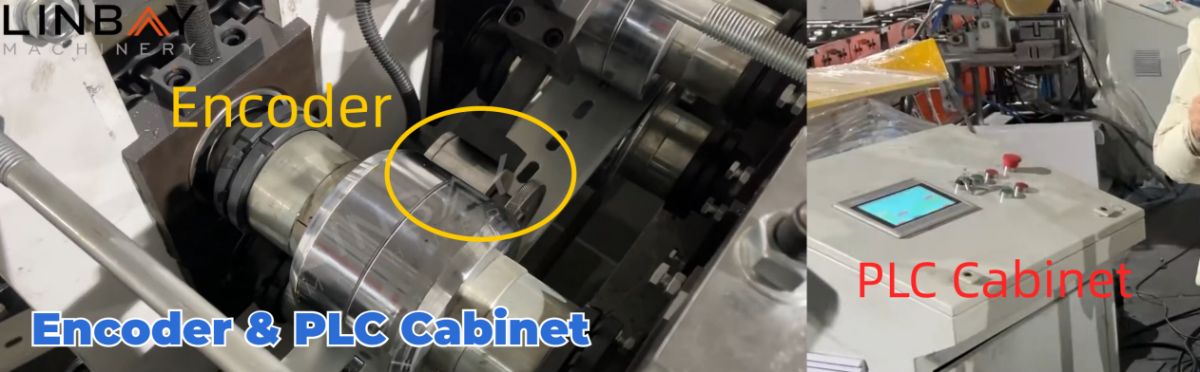
D'Rollformmaschinn enthält en japanesche Koyo-Encoder, deen d'gemoosse Spullängten an elektresch Signaler iwwersetzt, déi un de PLC-Steierschrank weidergeleet ginn. Dëst präzist System garantéiert, datt Schnëttfehler verhënnert ginn.bannent engem Beräich vun ±1 mm, wat d'Produktioun vu qualitativ héichwäertege Produkter garantéiert an de Verschwendung duerch falsch Schnëtt miniméiert. D'Betreiber kënnen d'Produktiounsgeschwindegkeet, d'Produktiounsdimensiounen, d'Schnëttlängt a méi bequem iwwer de PLC-Bildschierm kontrolléieren. Zousätzlech huet de PLC-Steierschrank ...Späicherung vum Speicherfir üblech benotzt Parameteren a bitt Schutzfunktiounen wéi Iwwerlaaschtung, Kuerzschluss a Phasenverloscht.
D'Sprooch um PLC-Bildschierm kann op Basis vun de Virléiften vum Client personaliséiert ginn.
Hydraulesch Statioun

Eis hydraulesch Statioun ass mat elektresche Killventilatoren ausgestatt, fir d'Hëtzt effizient ofzeféieren, wat e laangen a verlässleche Betrib mat enger gerénger Ausfallquote garantéiert a sech un eng waarm Aarbechtsëmfeld upasst.
Garantie
Um Dag vum Liwweren gëtt den aktuellen Datum op d'Metallschëld agravéiert, wat den Ufank vun enger zweejäreger Garantie fir déi ganz Produktiounslinn an enger fënnefjäreger Garantie fir Rollen a Wellen markéiert.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus