








Video
Profil
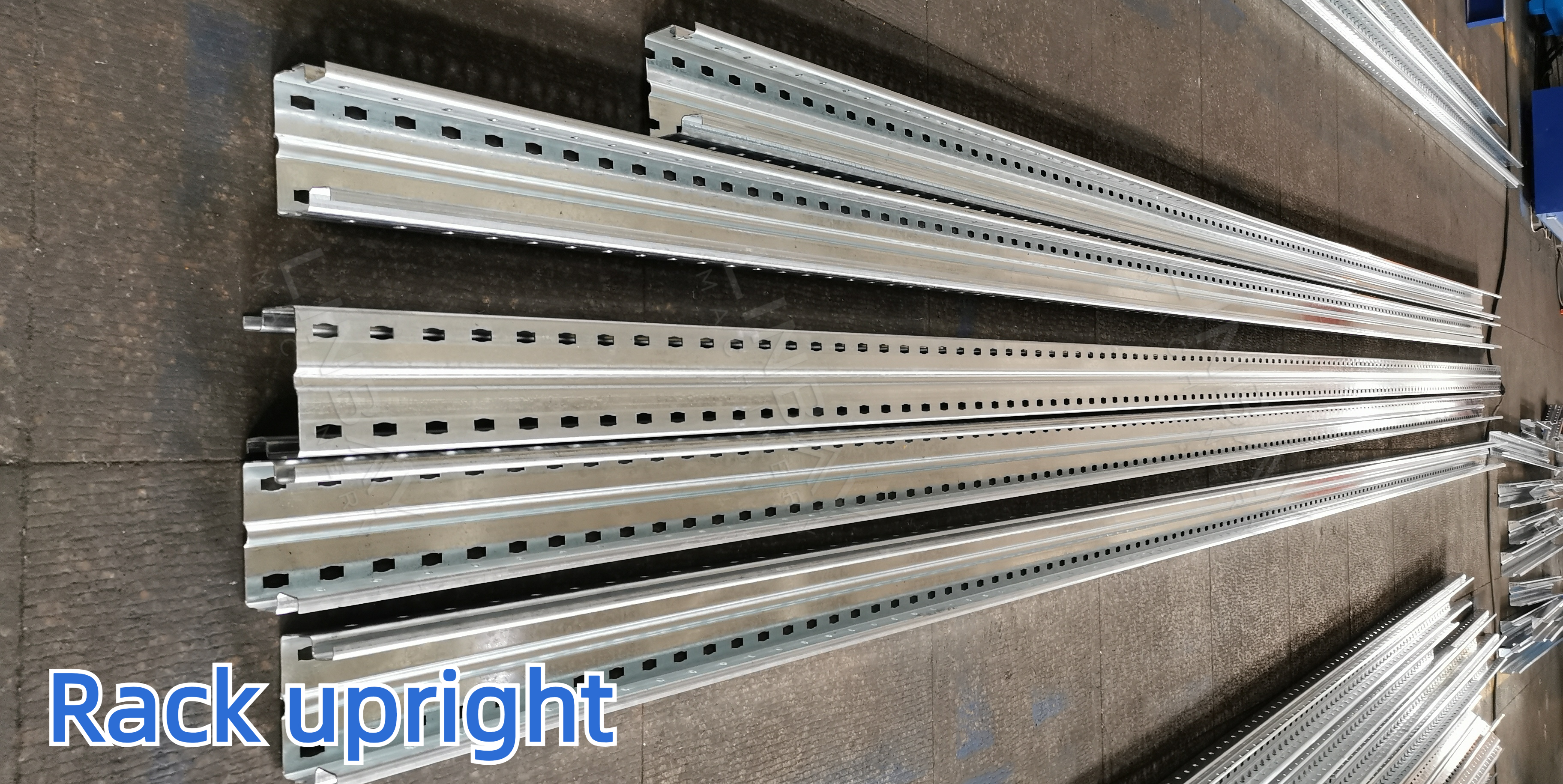
D'Stellung bitt vertikal Ënnerstëtzung a strukturell Integritéit fir Regal- a Regalsystemer. Si ass mat Perforatioune fir justierbar Balkenpositioun entworf, wat flexibel Regalhéichten erméiglecht. D'Stellunge gi meeschtens aus kalgewalztem oder waarmgewalztem Stol gemaach, mat enger Déckt vun 2 bis 3 mm.
Wierkleche Fall - Flowdiagramm
Flussdiagramm: Hydraulesch Dehaspelung - Niveléierung - Servo-Zouféierung - Hydraulesch Stempelung - Limiter - Guidéierung - Rollformmaschinn - Fléiend hydraulesch Schneid- - Ausschneidendësch

Real Fall - Haapttechnesch Parameteren
1. Linngeschwindegkeet: 0-12m/min, justierbar
2. Geeignet Material: Waarmgewalzt Stol, kalgewalzt Stol, galvaniséiert Stol
3. Materialdicke: 2-3mm
4. Rollformmaschinn: Goss-Eisenstruktur
5. Fuersystem: Getriebefuersystem
6. Schneidsystem: Fléiend Schneidmaschinn, d'Rollformmaschinn hält net op beim Schneiden.
7. PLC-Schrank: Siemens-System.
Echt Fallmaschinnen
1. Hydraulesch Decoiler * 1
2. Nivelléierer*1
3. Servo-Zouführer * 1
4. Hydraulesch Stanzmaschinn * 1 (Normalerweis brauch all Gréisst eng separat Form.)
5. Rollformmaschinn * 1
6. Hydraulesch Schneidmaschinn * 1 (Normalerweis brauch all Gréisst eng separat Klingen.)
7. Dësch dobaussen * 2
8. PLC-Steierschrank * 1
9. Hydraulesch Statioun * 2
10. Ersatzdeelerkëscht (gratis) * 1
Beschreiwung vum richtege Fall
Hydraulesch Decoiler
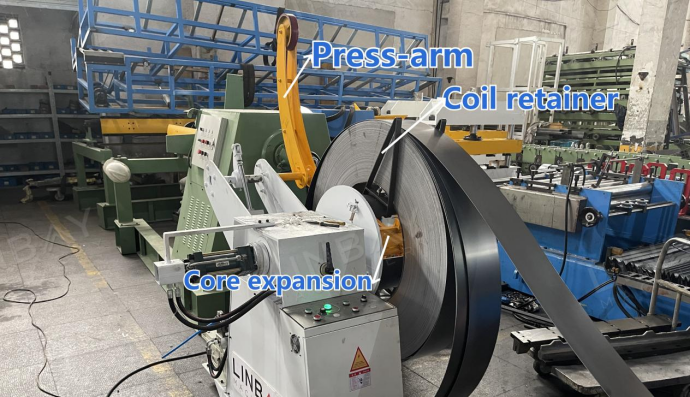
Den hydrauleschen Ofwikkeler automatiséiert de Prozess vun der Ofwicklung vun der Spul, miniméiert manuell Interventiounen an erhéicht d'Effizienz. En ass mat fortgeschrattene Sécherheetsfeatures ausgestatt, wéi zum Beispill den Drockarm an d'Spulenhalterung no baussen, déi verhënneren, datt d'Stolspiral eroffällt oder eropspréngt.
Gläichgewiicht

Den Niveauausriichter gläicht d'Stolroll aus a läscht d'intern Spannung of, wat d'Formbildung an d'präzis Stanzen ënnerstëtzt. D'Form vum Rack-Oprecht beaflosst seng Droeigenschaften däitlech.
Hydraulesch Stanz- a Servo-Zufueder
D'Fudderung gëtt vun engem Servomotor ugedriwwen, wat eng minimal Start-Stopp-Zäitverzögerung an eng präzis Kontroll vun der no vir Längt vun der Stolroll garantéiert, andeems all Lach präzis ofgestëmmt gëtt. Am Fudderung gëtt eng pneumatesch Fudderung benotzt fir d'Uewerfläch vun der Stolroll viru Kratzer ze schützen.
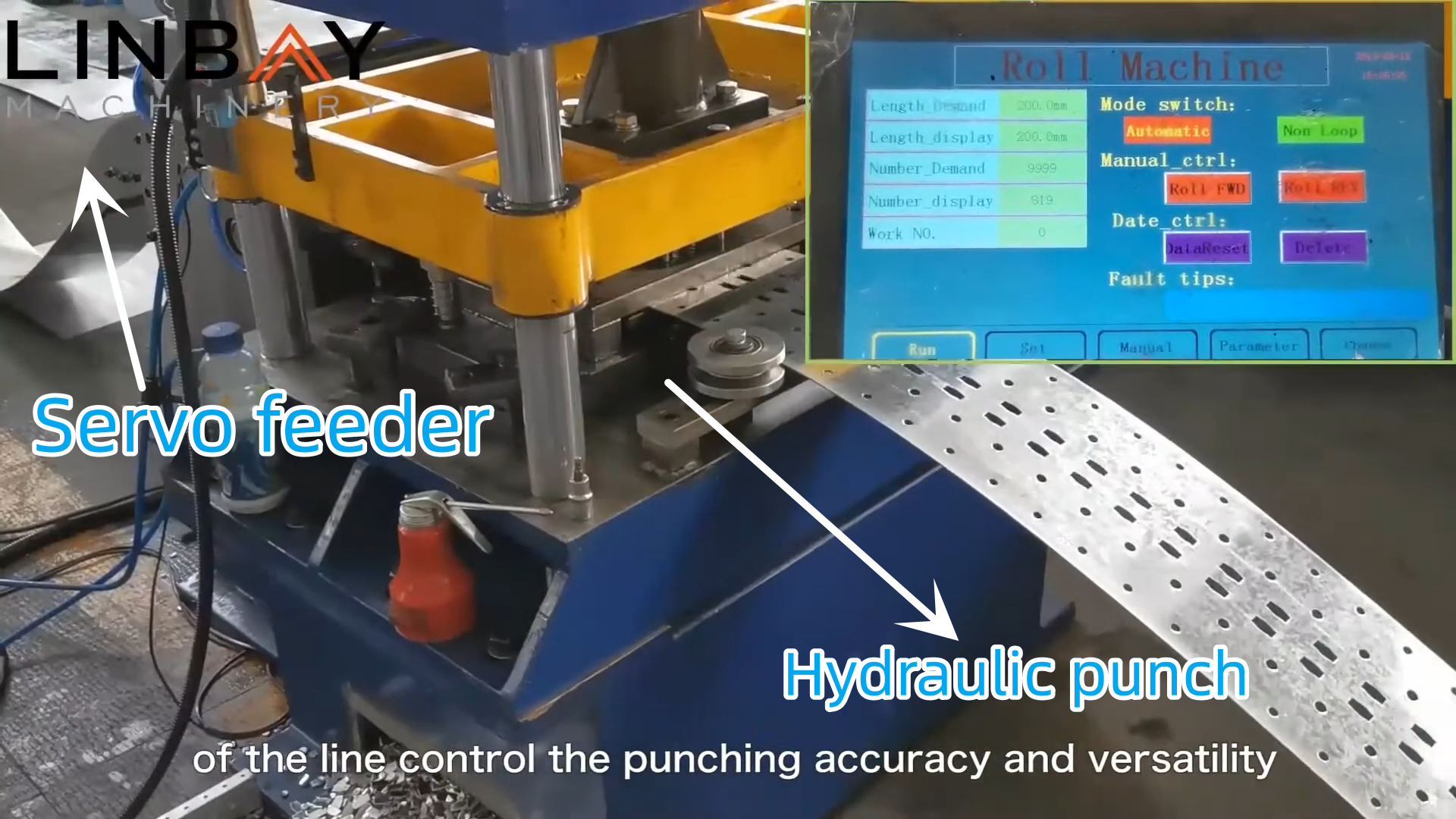
Den hydraulesche Stanzmaschinn funktionéiert mat Stroum vun enger hydraulescher Statioun. Wann déi eegestänneg hydraulesch Stanzmaschinn am Gebrauch ass, kënnen aner Deeler vun der Produktiounslinn ouni Ënnerbriechung weider funktionéieren.
Déi eegestänneg hydraulesch Stanzmaschinn bitt Plaz fir d'Stolroll tëscht dem Stanzen an der Formphase ze späicheren. Wärend dem Stanzen kann d'Formmaschinn weider funktionéieren, wouduerch d'Gesamteffizienz an d'Leeschtung vun der Produktiounslinn verbessert ginn. Et ass wichteg ze bemierken, datt bei der Produktioun vu Stativ a verschiddene Gréissten d'Formen deementspriechend ausgetosch musse ginn.
Guidéieren
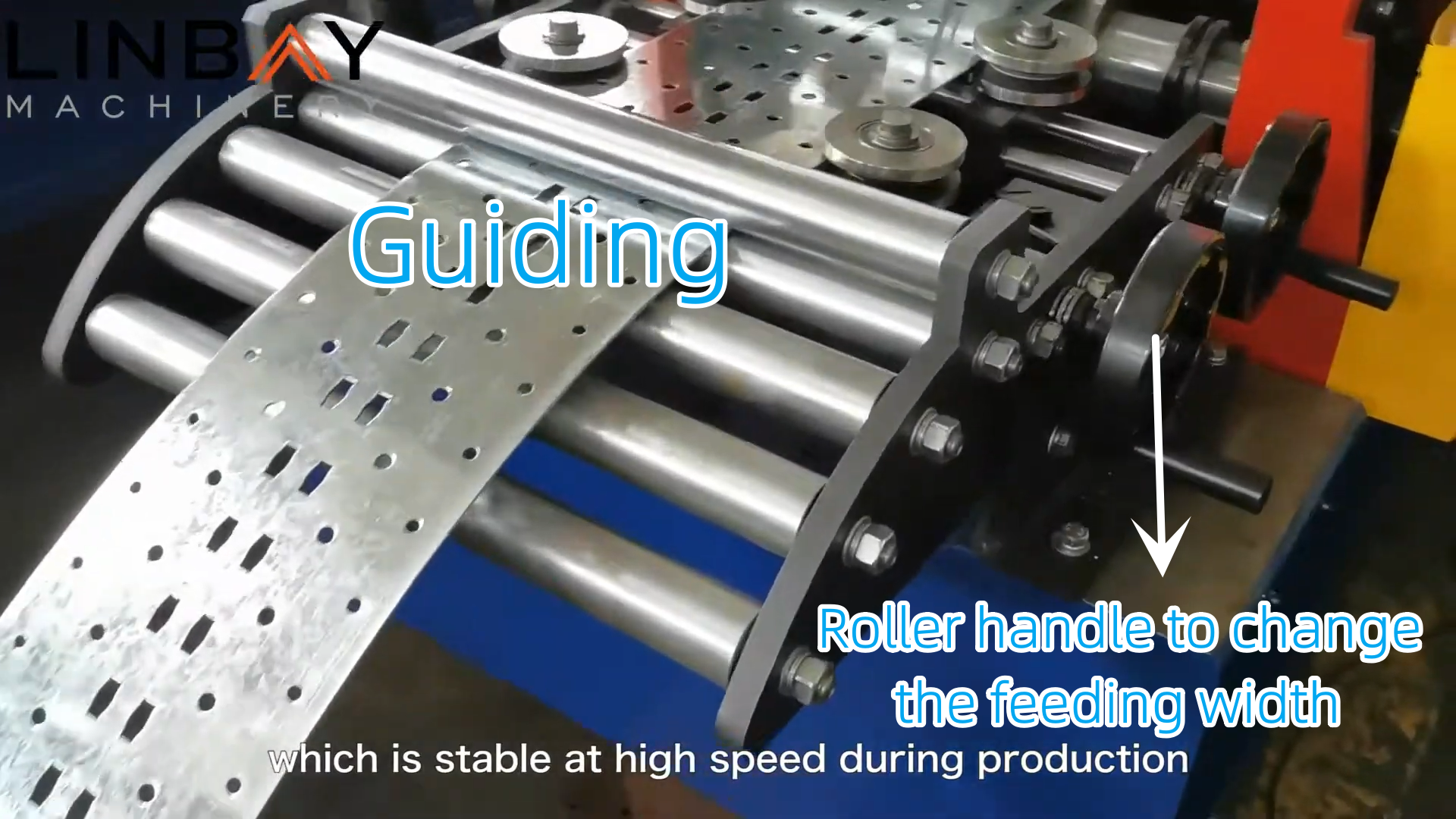
Führrollen halen d'Stolroll an d'Maschinn laanscht déiselwecht Mëttellinn ausgeriicht, wat Verzerrungen beim Formprozess verhënnert. D'Oprecht ass e wichtege Bestanddeel, deen d'Stabilitéit vum Regalrahmen ënnerstëtzt, a seng Geriichtheet beaflosst direkt d'Gesamtstabilitéit vum Regal.
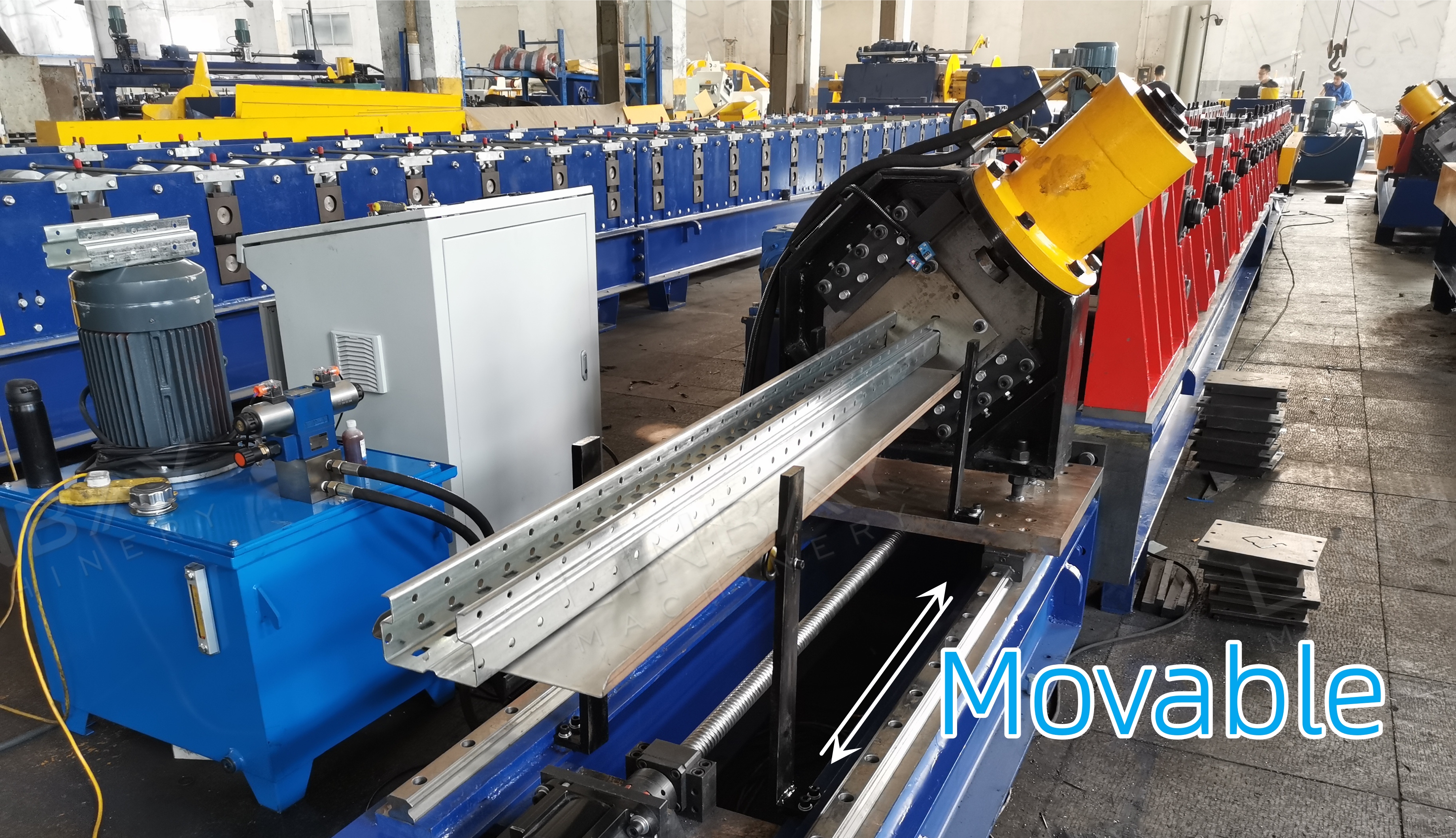
Rollformmaschinn
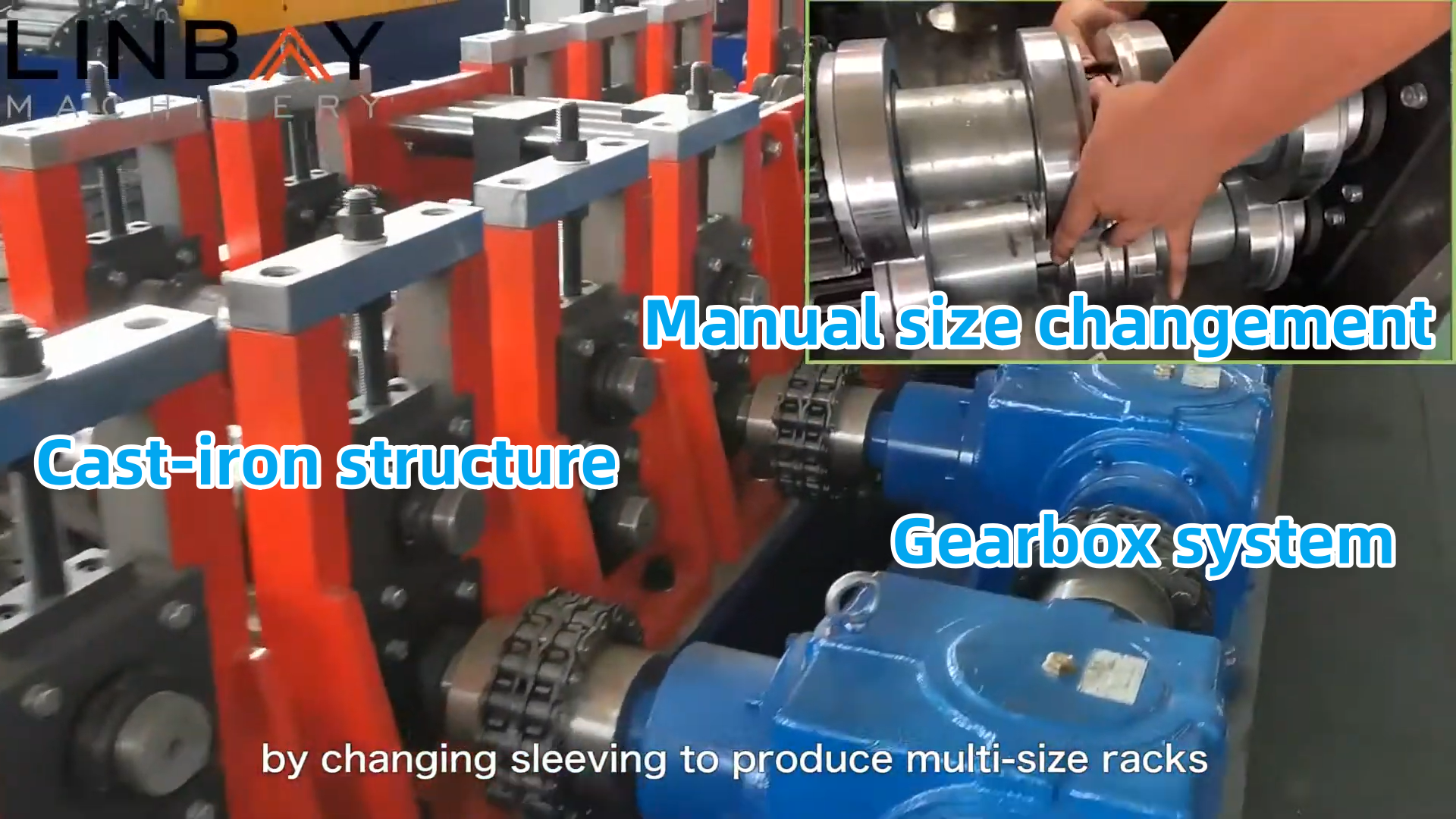
Dës Rollformmaschinn huet eng Gossstruktur an en Undriffssystem mat Getriebe. Si kann verschidde Gréissten produzéieren andeems d'Rollen manuell agestallt ginn. Zousätzlech bidden mir méi automatiséiert Léisungen un, wou d'Formstatiounen sech automatesch un d'Ännerung vun de Gréissten upassen.
Onofhängeg vum Automatiséierungsniveau sinn eis Formmaschinne fäeg, Rack-Stützen mat héijer Geriichtheet an enger präziser Ausriichtung mat den Zeechnunge ze produzéieren.
PLC-Kontrollkabinett & Encoder & Fléiend hydraulesch Schneidmaschinn
Encoder spillen eng entscheedend Roll bei der Liwwerung vu wichtegem Feedback iwwer Positioun, Geschwindegkeet a Synchroniséierung. Si konvertéieren déi gemoossen Längt vun der Stahlspiral an elektresch Signaler, déi dann un de PLC-Steierschrank weiderginn ginn.
Den Display vum Steierschrank erméiglecht d'Astellung vun der Produktiounsgeschwindegkeet, der Leeschtung pro Zyklus, der Schnëttlängt an aner Parameteren. Dank präzisen Miessungen a Feedback vum Encoder kann d'Schnëttmaschinn eng Schnëttgenauegkeet bannent ±1 mm halen.
Dës hydraulesch Schneidmaschinn generéiert kee Offall bei all Schnëtt, wat hëlleft Materialkäschten ze spueren. Allerdéngs brauch all Gréisst vun der Oprechter eng separat Klingen.
D'Schneidmaschinn beweegt sech mat der selwechter Geschwindegkeet wéi d'Rolformmaschinn hin an hier, sou datt d'Produktiounslinn kontinuéierlech ouni Ënnerbriechung funktionéiere kann.
Hydraulesch Statioun
Déi hydraulesch Statioun liwwert essentiell hydraulesch Kraaft fir d'Betrib vun Ausrüstung wéi den hydrauleschen Decoiler an de Cutter. Ausgestatt mat Killventilatoren fir effektiv Hëtztofleedung, garantéiert se e kontinuéierleche Betrib a verbessert d'Produktivitéit. Bekannt fir hir Zouverlässegkeet an niddreg Ausfallquoten, ass dës hydraulesch Statioun fir Haltbarkeet a laangfristeg Leeschtung gebaut.
A waarme Klimaer empfeele mir d'Gréisst vum hydraulesche Behälter ze vergréisseren, fir d'Hëtztofleedung ze verbesseren an de Volumen vun der Flëssegkeet ze erhéijen, déi fir eng effektiv Hëtztabsorptioun verfügbar ass.
Duerch dës Moossname kann d'hydraulesch Statioun eng stabil Betribstemperatur och bei längerem Gebrauch behalen, wat d'Zouverlässegkeet an d'Effizienz vun der Rollformproduktiounslinn garantéiert.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus






