വീഡിയോ
പെർഫിൽ
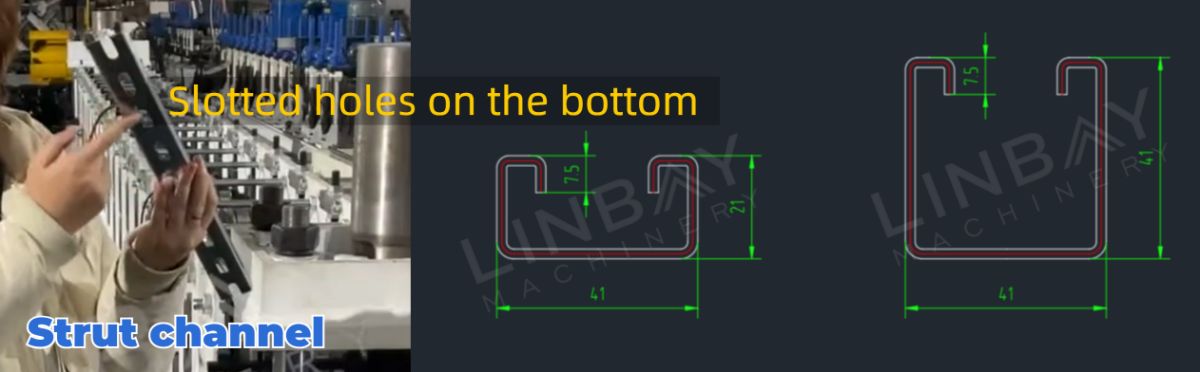
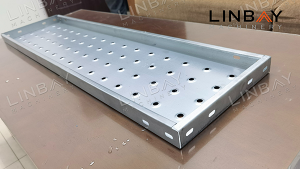
കെട്ടിട നിർമ്മാണത്തിൽ ഭാരം കുറഞ്ഞ ഘടനാപരമായ ലോഡുകളെ പിന്തുണയ്ക്കുന്നതിനും ബന്ധിപ്പിക്കുന്നതിനും സ്ട്രറ്റ് ചാനൽ ഒരു സുപ്രധാന ഘടകമായി പ്രവർത്തിക്കുന്നു. സ്ട്രറ്റ് ചാനലുകളുടെ സ്റ്റാൻഡേർഡ് അളവുകൾ പലപ്പോഴും ഉൾപ്പെടുന്നു41*21മില്ലീമീറ്റർഒപ്പം41*41മില്ലീമീറ്റർ. ഈ ചാനലുകൾ സാധാരണയായി ഇനിപ്പറയുന്നതുപോലുള്ള വസ്തുക്കളിൽ നിന്നാണ് നിർമ്മിച്ചിരിക്കുന്നത്ഹോട്ട്-റോൾഡ് സ്റ്റീൽ, കോൾഡ്-റോൾഡ് സ്റ്റീൽ, അല്ലെങ്കിൽ ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ, സാധാരണയായി മുതൽ വരെയുള്ള കനം ഫീച്ചർ ചെയ്യുന്നു1.5 മിമി മുതൽ 2 മിമി വരെ.
യഥാർത്ഥ കേസ്-പ്രധാന സാങ്കേതിക പാരാമീറ്ററുകൾ
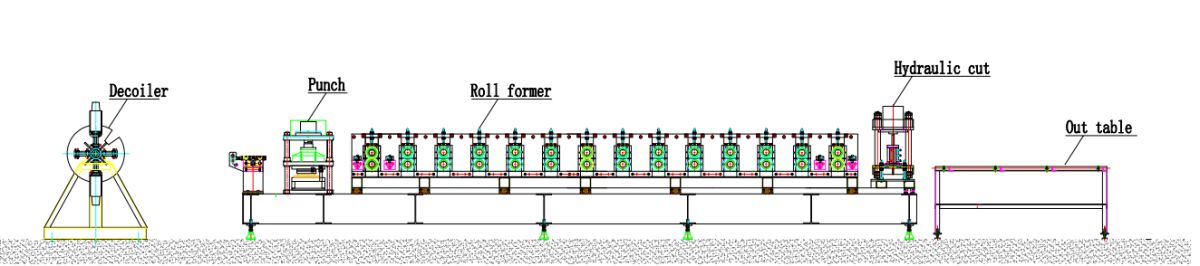
ഫ്ലോ ചാർട്ട്
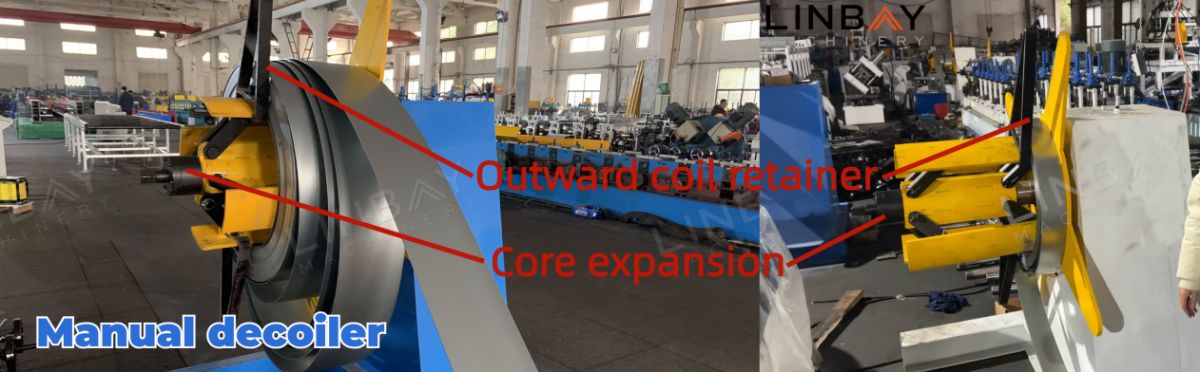
മാനുവൽ ഡീകോയിലറിൽ ഒരു ബ്രേക്ക് ഉപകരണം സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് φ490-510 മില്ലിമീറ്ററിനുള്ളിൽ കോർ വികാസ ക്രമീകരണം അനുവദിക്കുന്നു,സുഗമമായ അഴിച്ചുപണി ഉറപ്പാക്കുന്നു. മാത്രമല്ല, ഒരു ഔട്ട്വേഡ് കോയിൽ റിടെയ്നർ കോയിൽ സ്ലിപ്പേജ് തടയുന്നു, ഇത് ചെലവ്-ഫലപ്രാപ്തിയും സുരക്ഷയും വർദ്ധിപ്പിക്കുന്നു. ഹൈഡ്രോളിക് ഡീകോയിലറിന്റെ കാര്യത്തിൽ, ഒരു പ്രസ് ആം സ്റ്റീൽ കോയിലിനെ സുരക്ഷിതമാക്കുന്നു, ഇത് കോയിൽ സ്പ്രിംഗ്-അപ്പ് സാധ്യതയും തൊഴിലാളി പരിക്കുകളും കുറയ്ക്കുന്നു. വർദ്ധിച്ചുവരുന്ന ഉൽപാദന ആവശ്യങ്ങൾ നിറവേറ്റുന്നതിനായി, ഒരു ഹൈഡ്രോളിക് സ്റ്റേഷൻ നൽകുന്ന ഒരു ഓപ്ഷണൽ ഹൈഡ്രോളിക് ഡീകോയിലർ ഞങ്ങൾ നൽകുന്നു.
മാനുവൽ ഡീകോയിലർ--ഗൈഡിംഗ്--ഹൈഡ്രോളിക് പഞ്ച്--റോൾ ഫോർമിംഗ് മെഷീൻ--ഹൈഡ്രോളിക് കട്ട്--ഔട്ട് ടേബിൾ
പ്രധാന സാങ്കേതിക പാരാമീറ്ററുകൾ
1.ലൈൻ വേഗത: പഞ്ചിംഗ് ഇല്ലാതെ 0-12 മീ/മിനിറ്റ്, പഞ്ചിംഗിനൊപ്പം 3 മീ/മിനിറ്റ്.
2. മെറ്റീരിയൽ കനം: ഈ സാഹചര്യത്തിൽ 2mm.
3. അനുയോജ്യമായ മെറ്റീരിയൽ: ഹോട്ട് റോൾഡ് സ്റ്റീൽ, കോൾഡ് റോൾഡ് സ്റ്റീൽ, ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ.
4. റോൾ ഫോർമിംഗ് മെഷീൻ: വാൾ-പാനൽ ഘടനയും ചെയിൻ ഡ്രൈവിംഗ് സിസ്റ്റവും.
5. രൂപീകരണ സ്റ്റേഷന്റെ എണ്ണം: 20
6. പഞ്ചിംഗ് സിസ്റ്റം: പഞ്ച് ചെയ്യുമ്പോൾ ഹൈഡ്രോളിക്, റോൾ ഫോർമർ സ്റ്റോപ്പുകൾ.
7. കട്ടിംഗ് സിസ്റ്റം: മുറിക്കുമ്പോൾ ഹൈഡ്രോളിക്, റോൾ ഫോർമർ സ്റ്റോപ്പുകൾ.
8. വലുപ്പം മാറ്റുന്നു: 2-3 മണിക്കൂർ സ്വമേധയാ.
9.പിഎൽസി കാബിനറ്റ്: സീമെൻസ് സിസ്റ്റം.
യഥാർത്ഥ കേസ്-വിവരണം
മാനുവൽ ഡീകോയിലർ
മാർഗ്ഗനിർദ്ദേശം നൽകുന്നു
സ്റ്റീൽ കോയിലിനും മെഷീനിനും ഇടയിൽ വിന്യാസം നിലനിർത്തുന്നതിൽ ഗൈഡിംഗ് റോളറുകൾ നിർണായക പങ്ക് വഹിക്കുന്നു, അതുവഴി സ്ട്രറ്റ് ചാനലിന്റെ വികലത തടയുന്നു.

സ്ട്രിപ്പ് സ്റ്റീലിന്റെ റീബൗണ്ട് രൂപഭേദം തടയുന്നതിലൂടെ, രൂപീകരണ പ്രക്രിയയിൽ ഗൈഡിംഗ് റോളറുകൾ നിർണായക പങ്ക് വഹിക്കുന്നു. ട്യൂബ് ബീമിന്റെ നേർരേഖ ഉൽപ്പന്ന ഗുണനിലവാരത്തിന് അത്യന്താപേക്ഷിതമാണ്, ഇത് മുഴുവൻ ഇൻസ്റ്റലേഷൻ ഫ്രെയിമിന്റെയും പിന്തുണയ്ക്കുന്ന പ്രകടനത്തെ ബാധിക്കുന്നു. ഇൻലെറ്റിൽ മാത്രമല്ല, മുഴുവൻ റോൾ രൂപീകരണ മെഷീനിലും ഗൈഡിംഗ് റോളറുകൾ തന്ത്രപരമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്. കയറ്റുമതി ചെയ്യുന്നതിന് മുമ്പ്, ഓരോ ഗൈഡിംഗ് റോളറിൽ നിന്നും മെഷീനിന്റെ അരികിലേക്കുള്ള ദൂരം ഞങ്ങൾ അളക്കുകയും ഈ അളവുകൾ മാനുവലിൽ രേഖപ്പെടുത്തുകയും ചെയ്യുന്നു. ഗതാഗതത്തിലോ ഉൽപാദന പ്രക്രിയയിലോ ചെറിയ സ്ഥാനചലനങ്ങൾ ഉണ്ടായാൽ, റോളറുകൾ കൃത്യമായി പുനഃസ്ഥാപിക്കാൻ തൊഴിലാളികൾക്ക് ഈ റെക്കോർഡുചെയ്ത ഡാറ്റ ഉപയോഗിക്കാൻ കഴിയും.
ഹൈഡ്രോളിക് പഞ്ച്

ഒരു ഹൈഡ്രോളിക് സ്റ്റേഷൻ നൽകുന്ന ഹൈഡ്രോളിക് പഞ്ച്, റോൾ രൂപീകരണ യന്ത്രത്തിന് മുന്നിലാണ് സ്ഥിതി ചെയ്യുന്നത്, ഇത് പഞ്ചിംഗ് സമയത്ത് റോൾ രൂപീകരണ പ്രക്രിയയിൽ ഒരു താൽക്കാലിക വിരാമം ആവശ്യമാണ്. 400 മില്ലീമീറ്റർ പഞ്ച് സ്റ്റെപ്പോടെയാണ് ഹൈഡ്രോളിക് പഞ്ച് മെഷീൻ ക്രമീകരിച്ചിരിക്കുന്നത്. വർദ്ധിച്ച ഉൽപാദന വേഗതയ്ക്കായി, നൽകിയിരിക്കുന്ന പഞ്ചിംഗ് ഡ്രോയിംഗുകൾക്ക് അനുസൃതമായി ഒരു സ്വതന്ത്ര ഹൈഡ്രോളിക് പഞ്ചിംഗ് സൊല്യൂഷൻ ഞങ്ങൾ നിർദ്ദേശിക്കുന്നു.
റോൾ ഫോർമിംഗ് മെഷീൻ
റോൾ ഫോർമിംഗ് മെഷീനിൽ വാൾ പാനൽ ഘടനയും ചെയിൻ-ഡ്രൈവിംഗ് സിസ്റ്റവും ഉണ്ട്, ഇത് മാനുവൽ വലുപ്പ മാറ്റങ്ങൾക്ക് ചെലവ് കുറഞ്ഞ പരിഹാരം നൽകുന്നു, ഏകദേശം മാറ്റിസ്ഥാപിക്കൽ സമയം2-3 മണിക്കൂർ.
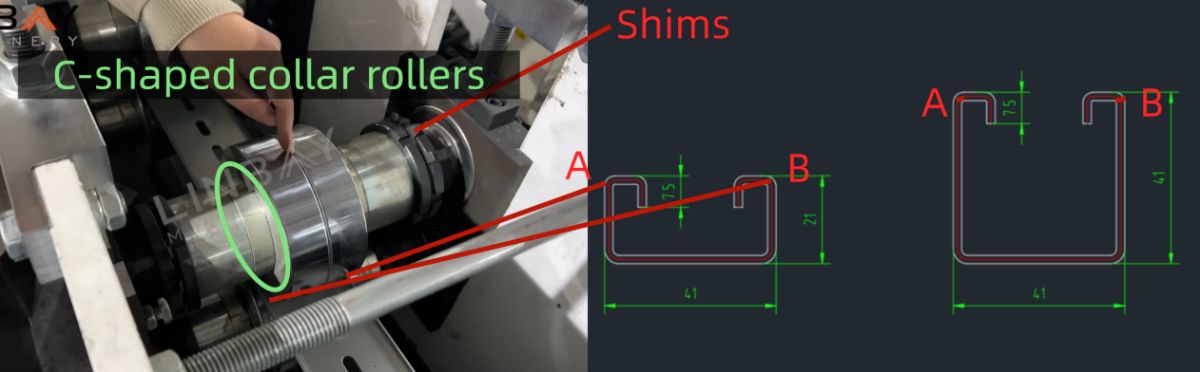
വലുപ്പങ്ങൾ മാറ്റുന്നതിന് ഫോർമിംഗ് പോയിന്റുകൾ ക്രമീകരിക്കേണ്ടത് നിർണായകമാണ്. റോളറുകളുടെ അറ്റത്തുള്ള ഷിമ്മുകൾ അയവുവരുത്തി മാറ്റിസ്ഥാപിക്കുകയോ ചേർക്കുകയോ ചെയ്യുക.സി ആകൃതിയിലുള്ള കോളർ റോളറുകൾ (സ്ലീവ്സ്)പുതിയ പ്രൊഫൈൽ വലുപ്പത്തിനായുള്ള രൂപീകരണ പോയിന്റ് ഉചിതമായ സ്ഥാനത്ത് മാറ്റുന്നു. കൂടാതെ, ഞങ്ങൾ ഒരു നൽകുന്നുയാന്ത്രിക വലുപ്പ മാറ്റം പരിഹാരംപകരം വയ്ക്കൽ സമയംഏകദേശം 10 മിനിറ്റ്.
വീഡിയോ ലിങ്ക് -【 [എഴുത്ത്]ഇൻസ്റ്റലേഷൻ】റോൾ രൂപീകരണ യന്ത്രത്തിനായുള്ള ലിൻബേ ചേഞ്ച് സ്ലീവ്സ്

ഹൈഡ്രോളിക് കട്ടിംഗ്

ഒരു ഹൈഡ്രോളിക് സ്റ്റേഷൻ പ്രവർത്തിപ്പിക്കുന്ന ഈ ഹൈഡ്രോളിക് കട്ടിംഗ് മെഷീൻ, 2 മില്ലീമീറ്റർ കട്ടിയുള്ള സ്റ്റീൽ കോയിലുകൾ മുറിക്കുന്നതിൽ പ്രാവീണ്യം നേടിയിട്ടുണ്ട്. ഇതിന്റെ കട്ടിംഗ് ബ്ലേഡുകൾ പ്രൊഫൈൽ ആകൃതിക്ക് അനുസൃതമായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു, ഓരോ കട്ടിലും ഏകദേശം 8 മില്ലീമീറ്റർ മാലിന്യ വസ്തുക്കൾ ഉത്പാദിപ്പിക്കുന്നതിനൊപ്പം ഏതാണ്ട് ബർ-ഫ്രീ കട്ടിംഗ് ഉപരിതലം നിലനിർത്തുന്നു.
എൻകോഡറും പിഎൽസിയും
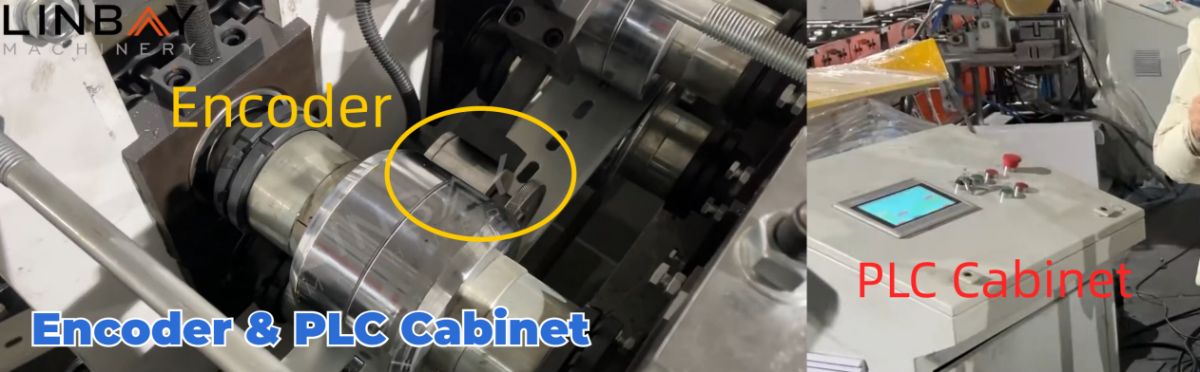
റോൾ ഫോർമിംഗ് മെഷീനിൽ ഒരു ജാപ്പനീസ് ബ്രാൻഡായ കൊയോ എൻകോഡർ ഉൾപ്പെടുത്തിയിട്ടുണ്ട്, ഇത് സെൻസഡ് കോയിൽ നീളത്തെ PLC കൺട്രോൾ കാബിനറ്റിലേക്ക് കൈമാറുന്ന ഇലക്ട്രിക്കൽ സിഗ്നലുകളാക്കി മാറ്റുന്നു. കട്ടിംഗ് പിശകുകൾ സൂക്ഷിക്കുന്നുവെന്ന് ഈ കൃത്യമായ സിസ്റ്റം ഉറപ്പാക്കുന്നു.±1mm പരിധിക്കുള്ളിൽ, തെറ്റായ മുറിവുകളിൽ നിന്നുള്ള മാലിന്യങ്ങൾ കുറയ്ക്കുന്നതിനൊപ്പം ഉയർന്ന നിലവാരമുള്ള ഉൽപ്പന്നങ്ങളുടെ ഉത്പാദനം ഉറപ്പാക്കുന്നു. ഓപ്പറേറ്റർമാർക്ക് PLC സ്ക്രീനിലൂടെ ഉൽപാദന വേഗത, ഉൽപാദന അളവുകൾ, കട്ടിംഗ് ദൈർഘ്യം എന്നിവയും അതിലേറെയും സൗകര്യപ്രദമായി നിയന്ത്രിക്കാൻ കഴിയും. കൂടാതെ, PLC നിയന്ത്രണ കാബിനറ്റ് സവിശേഷതകൾമെമ്മറി സംഭരണംസാധാരണയായി ഉപയോഗിക്കുന്ന പാരാമീറ്ററുകൾക്കായി, ഓവർലോഡ്, ഷോർട്ട് സർക്യൂട്ട്, ഫേസ് ലോസ് തുടങ്ങിയ സംരക്ഷണ പ്രവർത്തനങ്ങൾ നൽകുന്നു.
ഉപഭോക്തൃ മുൻഗണനകളെ അടിസ്ഥാനമാക്കി PLC സ്ക്രീനിലെ ഭാഷ ഇഷ്ടാനുസൃതമാക്കാവുന്നതാണ്.
ഹൈഡ്രോളിക് സ്റ്റേഷൻ

ഞങ്ങളുടെ ഹൈഡ്രോളിക് സ്റ്റേഷനിൽ ചൂട് കാര്യക്ഷമമായി ഇല്ലാതാക്കുന്നതിനായി കൂളിംഗ് ഇലക്ട്രിക് ഫാനുകൾ സജ്ജീകരിച്ചിരിക്കുന്നു, കുറഞ്ഞ പരാജയ നിരക്കിൽ ദീർഘവും വിശ്വസനീയവുമായ പ്രവർത്തനം ഉറപ്പാക്കുന്നു, ചൂടുള്ള പ്രവർത്തന അന്തരീക്ഷവുമായി പൊരുത്തപ്പെടുന്നു.
വാറന്റി
കയറ്റുമതി ദിവസം, നിലവിലെ തീയതി ലോഹ നാമഫലകത്തിൽ കൊത്തിവയ്ക്കും, ഇത് മുഴുവൻ ഉൽപാദന ലൈനിനും രണ്ട് വർഷത്തെ ഗ്യാരണ്ടിയും റോളറുകൾക്കും ഷാഫ്റ്റുകൾക്കും അഞ്ച് വർഷത്തെ വാറണ്ടിയും ആരംഭിക്കുന്നതായി അടയാളപ്പെടുത്തുന്നു.
1. ഡീകോയിലർ

2. തീറ്റ

3. പഞ്ചിംഗ്

4. റോൾ ഫോമിംഗ് സ്റ്റാൻഡുകൾ

5. ഡ്രൈവിംഗ് സിസ്റ്റം

6. കട്ടിംഗ് സിസ്റ്റം

മറ്റുള്ളവ

ഔട്ട് ടേബിൾ