









video
Profil

Odkvap:Kovové odkvapy sa bežne používajú na odvodnenie pozdĺž okrajov striech budov, predovšetkým na zhromažďovanie a odvádzanie dažďovej vody. Medzi bežné typy patriahalf-okrúhletypa K.-štýltypZvyčajne sa vyrábajú z kovových materiálov s hrúbkou od 0,3 do 0,8 mm, ako je hliník, predlakovaná oceľ alebo pozinkovaná oceľ.
Hrebeňový vrch:Hrebeňčiapkajesadakde sú obe stranydvastrechapanelystretnúť, tiež známe ako strešnévrchTypicky je topoužitied na zlepšenie tesnosti a estetiky strechy. Hrebeňové kryty sa zvyčajne vyrábajú z predlakovanej ocele alebo pozinkovanej ocele s hrúbkou 0,3 – 0,8 mm.
Hlavné technické parametre v reálnom prípade
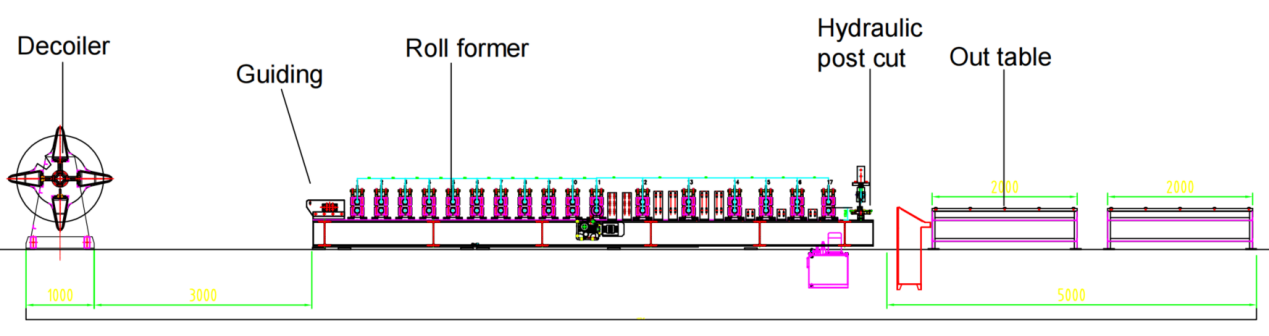
Vývojový diagram: Odvíjačka -- Vedenie -- Valcovací stroj -- Hydraulické vyrezávanie -- Výstupný stôl
- 1. Hrebeňová krytka - rýchlosť linky: 0-12 m/min, nastaviteľná
- 2. Rýchlosť odkvapovej linky: 0-4 m/min, nastaviteľná
- 3. Suimateriál stola: pozinkovaná oceľ, predlakovaná oceľ, hliník
- 4. Hrúbka materiálu: 0,3-0,8 mm
- 5. Stroj na tvárnenie valcov: Štruktúra stenových panelov a systém pohonu reťaze
- 6. Systém rezania: Zastavenie rezania po valcovacom stroji, valcovací stroj sa zastaví pri rezaní.
- 7. Skrinka PLC: systém Siemens.
Zoznam potrebných vecí na balenie v reálnom prípade
- 1. Hydraulický odvíjač*2
- 2. Dvojradový valcovací stroj * 1
- 3. Dvojradový hydraulický rezací stroj * 1
- 4. Vonkajší stôl*2
- 5. Rozvádzacia skrinka PLC*1
- 6. Hydraulická stanica*1
- 7. Krabica s náhradnými dielmi (zadarmo)
Popis skutočného prípadu
- Odvíjač

Pre hrebeňový lem a odkvap je konfigurácia odvíjačky takmer identická, využíva hydraulické odvíjačky s nosnosťou 3 tony každý. Vzhľadom na rôzne šírky oceľových zvitkov používaných pre hrebeňový lem a odkvap je lepšie prideliť pre každú výrobnú linku samostatný odvíjač. Tento prístup minimalizuje prestoje počas výmeny zvitkov a zvyšuje prevádzkovú efektivitu každej výrobnej linky.
Vedenie

Ten/Tá/ToVodiace valčeky zabezpečujú zarovnanie medzi oceľovou cievkou a valcovaniestroj, čím sa zabráni deformácii počas procesu tvárnenia.
Stroj na tvárnenie valcov

Tento valcovací stroj využíva konštrukciu stenových panelov a reťazový pohonný systém. Na rozdiel od konvenčných dvojradových zostáv s dvoma rôznymi veľkosťami rovnakého profilu, tento stroj spracováva v každom rade úplne odlišné profily.
Je dôležité poznamenať, že dva riadky nemôžu fungovať súčasne. Ak máte vyššie výrobné požiadavky, odporúčame vyhradiť pre každý profil samostatnú výrobnú linku.
Okrem toho boli na reťaze nainštalované kovové kryty, ktoré chránia pracovníkov pred náhodným kontaktom s rotujúcimi reťazami a chránia reťaze pred poškodením prachom a nečistotami.
Hydraulické rezanie

Rezacie stroje sú pevne umiestnené na tejto výrobnej linke, čím sa zastaví pohyb oceľového zvitku počas rezania. Pre klientov, ktorí požadujú vyššiu výrobnú rýchlosť, ponúkame pohyblivý rezací stroj, ktorého základňa sa môže plynulo pohybovať dopredu a dozadu po koľajniciach rovnakou rýchlosťou ako valcovací stroj. Táto inovatívna konštrukcia umožňuje oceľovému zvitku postupovať cez tvarovací stroj bez prerušenia počas rezania, čím sa výrazne zvyšuje celková efektivita výrobnej linky.
Na konci oboch radov sú rezné čepele starostlivo vyrobené tak, aby presne kopírovali kontúry príslušných profilov. To zaisťuje, že hrany na profiloch sú nedeformované a zachovávajú sa najvyššie štandardy presnosti a kvality.
Hydraulická stanica
Dodáva počiatočnú energiu fréze cez uzavretú olejovú nádrž. Vypína sa bez rezania, čo môže šetriť energiu.
Hydraulická stanica je vybavená chladiacim ventilátorom, ktorý umožňuje efektívny odvod tepla a zabezpečuje tak dlhotrvajúcu a optimálnu prevádzku. Vďaka nízkej poruchovosti a výnimočnej odolnosti hydraulická stanica zaručuje spoľahlivý výkon z dlhodobého hľadiska.
PLC riadiaca skrinka a enkodér

Výrobná linka na tvárnenie valcovaním je vybavená enkodérom od japonskej značky KOYO. Enkodér neustále premieňa detekované dĺžky oceľových cievok na elektrické signály a prenáša ich do riadiacej skrinky PLC. Operátori môžu upravovať rýchlosť výroby, množstvo a dĺžky rezu. Rezací stroj dosahuje pozoruhodnú presnosť vďaka presnému meraniu a spätnej väzbe enkodéra, pričom chyby rezania sa udržiavajú v rozmedzí ±1 mm.
1. Odvíjač

2. Kŕmenie

3. Dierovanie

4. Stoliny na tvárnenie valcov

5. Systém pohonu

6. Systém rezania

Iní

Vonkajší stôl





