










PROFIL
Okrúhle rúry markíz sú základnými komponentmi markíz, zvyčajne vyrobené z hliníka alebo pozinkovanej ocele. Štandardné priemery zahŕňajú 60/63/70/78/80/85 mm a bežne sú dostupné v dĺžkach 4, 5, 6 alebo 7 metrov.
Konvenčná výrobná metóda: Oceľové cievky sa navinú okolo valcovej formy a potom sa stlačia do kruhovej rúry. Tento prístup má za následok nerovnomerné rozloženie sily, nízku účinnosť a obmedzenia dĺžky rúry aj minimálneho priemeru. Okrem toho je ťažké vytvoriť rúry s neštandardným dizajnom zaoblených hrán, ako je znázornené na obrázku nižšie.
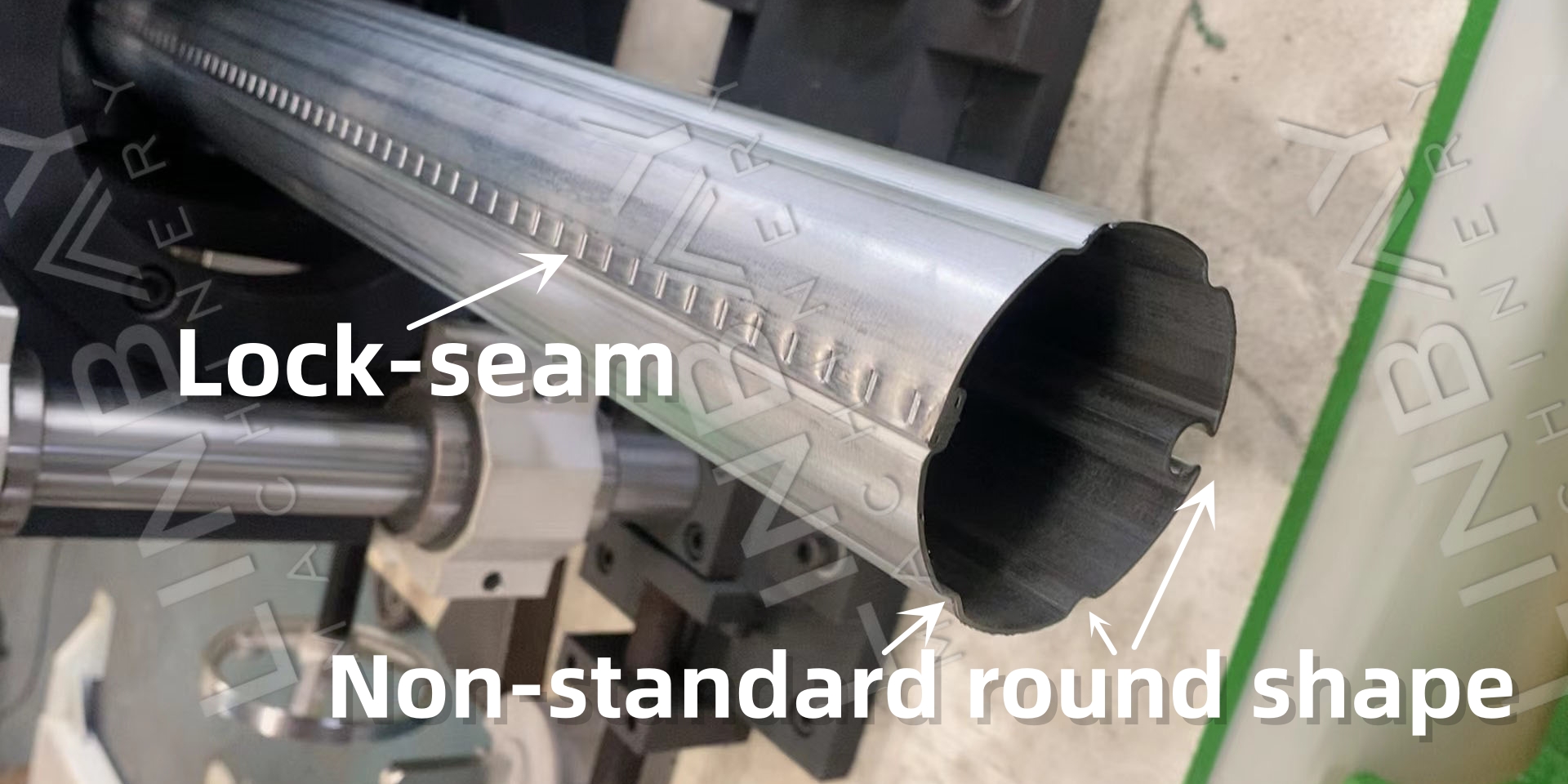
Nový prístup: Valcovací stroj.Proces valcovania postupne tvaruje materiál každým valcom a postupne ho ohýba, až kým sa nestane okrúhlou rúrkou so zámkovým spojom. Toto rovnomerné rozloženie sily minimalizuje pružnosť. Oceľové cievky je možné kontinuálne podávať bez nutnosti manuálneho predrezávania a rúrky je možné presne rezať s presnosťou ±1 mm. Táto metóda je ideálna na výrobu rúrok s menším priemerom a zákazkových dizajnov hrán. Je to efektívne a ekonomické riešenie pre klientov.
SKUTOČNÝ PRÍPAD – HLAVNÉ TECHNICKÉ PARAMETRE
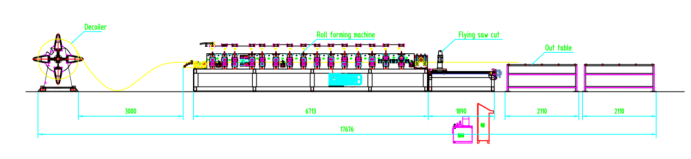
Vývojový diagram: Odvíjačka -- Vedenie -- Valcovací stroj -- Výrez lietajúcou pílou -- Výstupný stôl
SKUTOČNÝ PRÍPAD – HLAVNÉ TECHNICKÉ PARAMETRE
1. Rýchlosť linky: 0-10 m/min, nastaviteľná
2. Vhodný materiál: Pozinkovaná oceľ, hliník
3. Hrúbka materiálu: 0,8-1 mm
4. Stroj na tvárnenie valcov: Liatinová konštrukcia
5. Pohonný systém: Pohonný systém prevodovky s univerzálnym kĺbom kardanového hriadeľa.
6. Systém rezania: Rezanie lietajúcou pílou, valcovací stroj sa pri rezaní nezastaví.
7. Skrinka PLC: systém Siemens.
SKUTOČNÉ STROJE NA VÝROBU PRÍPADOV
1. Ručný odvíjač*1
2. Stroj na tvárnenie valcov * 1
3. Rezací stroj s lietajúcou pílou*1 (vrátane pílového listu*1)
4. Vonkajší stôl*2
5. Rozvádzacia skrinka PLC*1
6. Hydraulická stanica*1
7. Krabica s náhradnými dielmi (zadarmo) * 1
POPIS REÁLNEHO PRÍPADU
Manuálny odvíjač

· Pevný rám:Rám je vyrobený tak, aby bol pevný a stabilný, špeciálne navrhnutý tak, aby bezpečne podopieral oceľové cievky.
· Rozšírenie tŕňa:Tŕň alebo upínací hriadeľ je možné manuálne nastaviť tak, aby sa roztiahol a prispôsobil oceľovým cievkam s vnútorným priemerom od 490 do 510 mm. To zaisťuje pevné držanie cievky pre plynulé odvíjanie.
· Držiak cievky:Táto súčiastka je navrhnutá tak, aby zabránila zošmyknutiu oceľovej cievky z tŕňa. Jej montáž a demontáž sú jednoduché.
· Dostupné možnosti:Pre zvýšený výkon a automatizáciu sú k dispozícii elektrické alebo hydraulické verzie zariadenia na rozširovanie jadra. Pre okrúhle rúry markízy sa však uprednostňuje manuálna verzia kvôli tenším a užším oceľovým cievkam.
Vedenie

· Hlavná úlohaUdržiava presné zarovnanie oceľovej cievky so stredovou čiarou stroja, čím sa predchádza problémom, ako je krútenie, ohýbanie a tvorba otrepov. Presné zarovnanie je kľúčové pre zabezpečenie tesných a bezpečných spojov okrúhlych rúrok markízy.
· Viaceré vodiace systémyNachádza sa nielen v mieste podávania, ale aj v celom tvarovacom stroji, aby sa zabezpečilo, že rúra zostane počas výroby rovná.
· Rutinná kalibráciaPravidelná kalibrácia vodiacich systémov je nevyhnutná, najmä po preprave alebo dlhšom používaní.
· Dokumentácia pred odoslanímTím Linbay pred odoslaním starostlivo zmeria a zaznamená šírku vedenia a tieto podrobnosti uvedie v používateľskej príručke, aby sa uľahčila presná kalibrácia po prevzatí zákazníkom.
Roll Former
· Robustná konštrukciaVybavené liatinovým stojanom pre zvýšenú odolnosť.
· Výkonný pohonný systémVybavené prevodovkou a univerzálnym kĺbom, ktoré dodávajú silnú hnaciu silu valcom a zaisťujú plynulé a konzistentné tvarovanie oceľových zvitkov.
· Flexibilná výrobaJedna základňa valcovacieho stroja pojme rôzne kazety, pričom každá je prispôsobená špecifickým priemerom okrúhlych rúrok. Jednoducho vymeňte kazety a vyrobte rúrky rôznych veľkostí.
· Nákladová efektívnosťPonúka ekonomickejšie riešenie elimináciou potreby samostatných výrobných liniek pre rôzne priemery rúr.
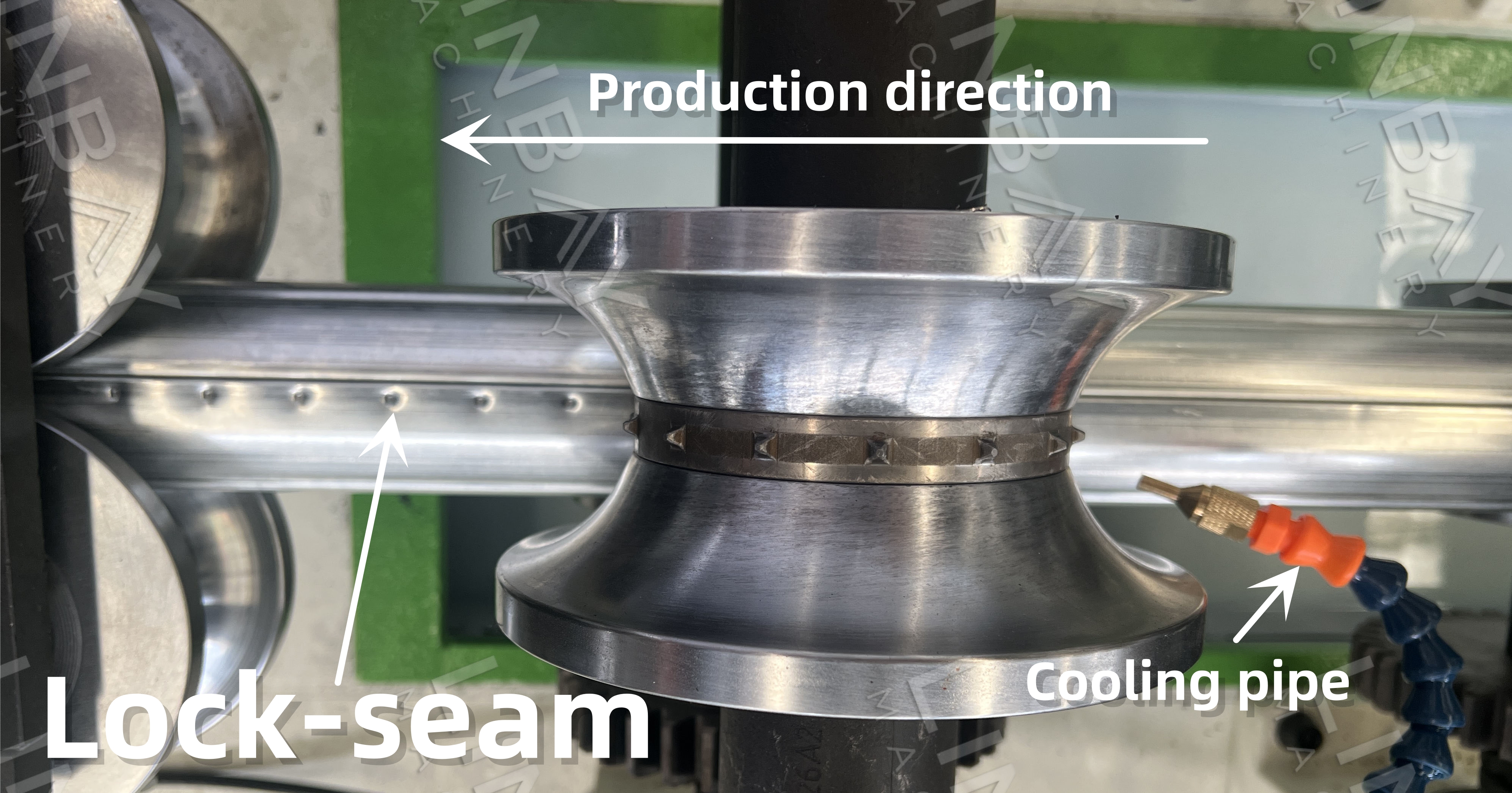
· Bezpečný ševZaručuje pevný a neporušený šev, čím sa predchádza potenciálnemu poškodeniu švu.
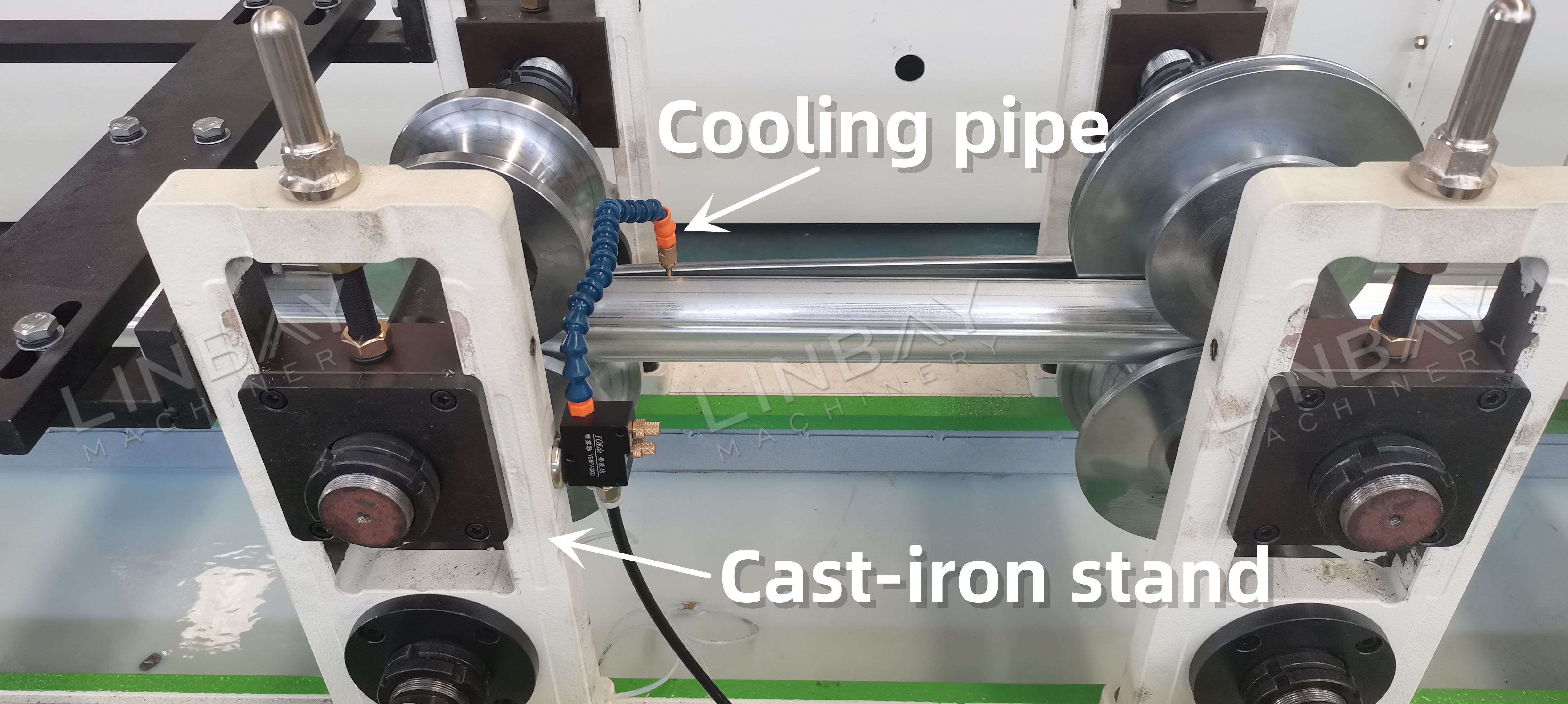
· Udržateľný chladiaci systémVyužíva recirkulačný systém chladiacej kvapaliny na udržanie nízkych teplôt valcov, čím sa zlepšuje kvalita tvárnenia a predlžuje životnosť valcov.
Rez lietajúcou pílou
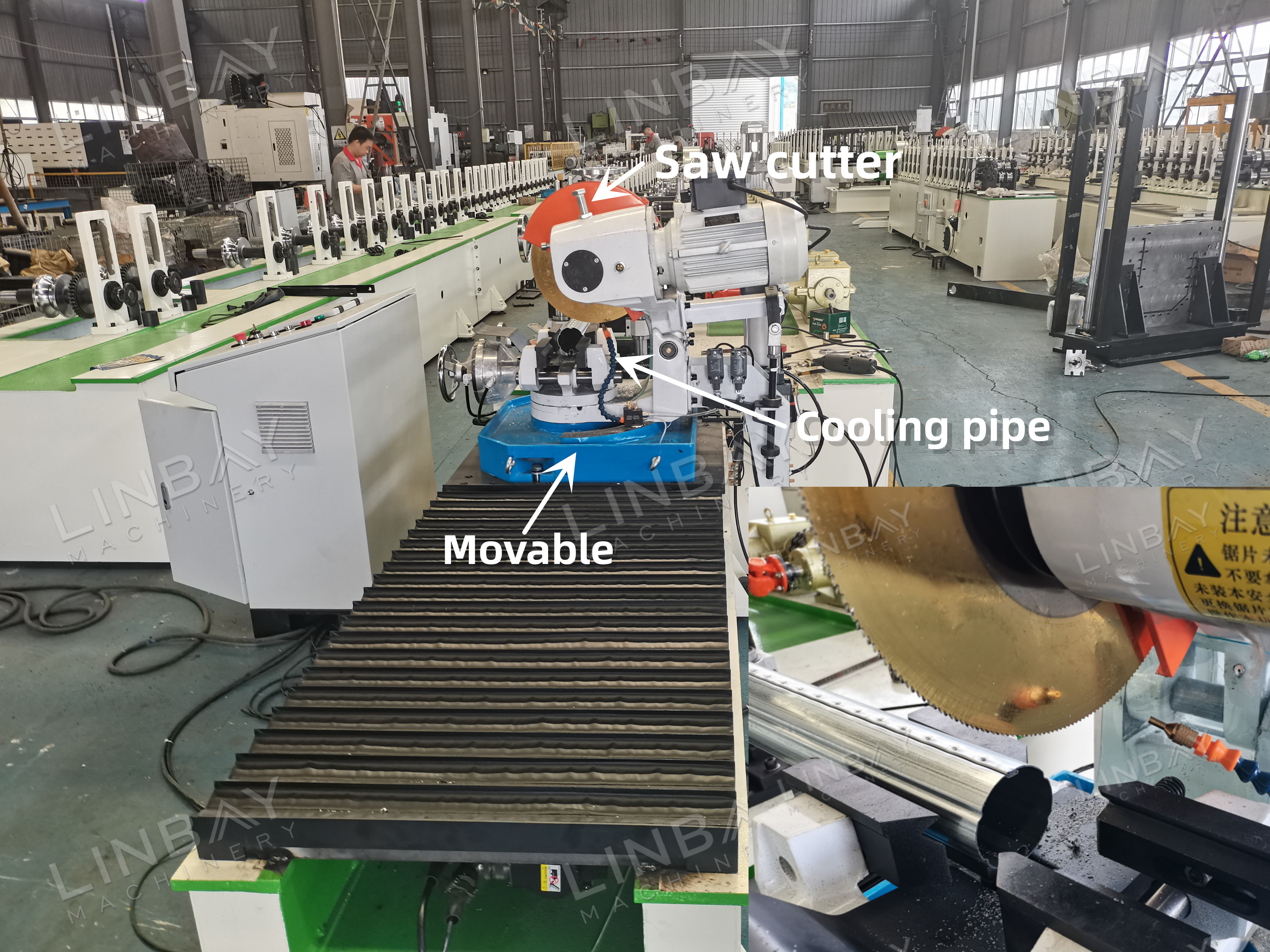
· Píla s viacerými priemermiNavrhnuté pre rôzne veľkosti okrúhlych rúrok, čo pomáha minimalizovať náklady na výmenu čepelí.
· Presné rezanieZaisťuje čisté rezy bez deformácií s hladkými hranami bez otrepov.
· Materiálová efektívnosťEliminuje odpad pri každom reze, optimalizuje využitie oceľových zvitkov a znižuje náklady.
· Zvýšená rýchlosť výrobyRezacia jednotka sa pohybuje po dráhe rovnakou rýchlosťou ako proces tvárnenia, čo umožňuje neprerušovanú prevádzku.
· Vysoká presnosťIntegrovaný so servomotorom a ovládačom pohybu, udržiavajúci presnosť rezania v rámci tolerancie ±1 mm.
· Efektívny chladiaci systémRecirkuluje chladiacu kvapalinu, aby sa pílový kotúč udržiaval chladný, čím sa zabezpečuje konzistentná kvalita rezu počas nepretržitého používania a predlžuje sa životnosť kotúča.
1. Odvíjač

2. Kŕmenie

3. Dierovanie

4. Stoliny na tvárnenie valcov

5. Systém pohonu

6. Systém rezania

Iní

Vonkajší stôl






