ВІДЕО
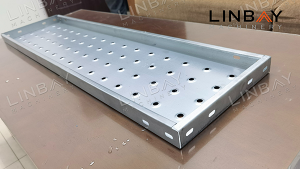
Профіль
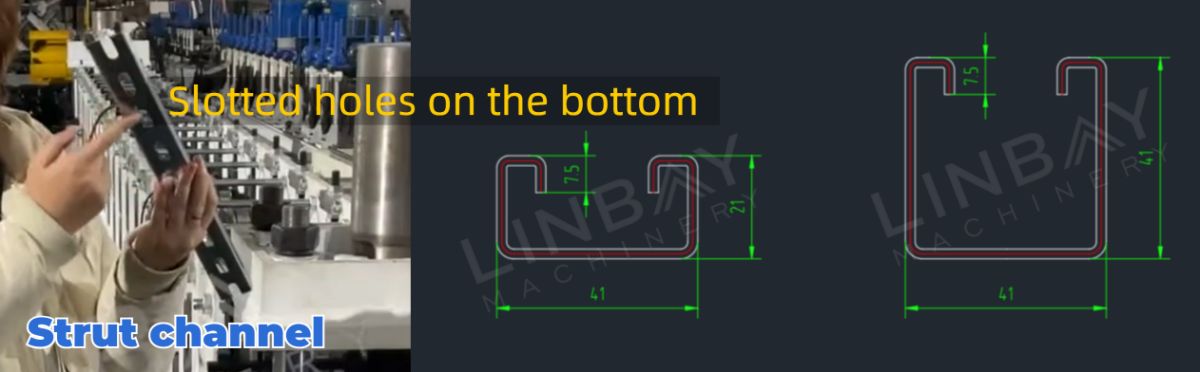
Розпірний швелер служить життєво важливим компонентом для підтримки та з'єднання легких конструкційних навантажень у будівництві будівель. Стандартні розміри розпірних швелерів часто включають41*21 ммі41*41 ммЦі канали зазвичай виготовляються з таких матеріалів, якгарячекатана сталь, холоднокатана сталь або оцинкована сталь, що зазвичай має товщину відвід 1,5 мм до 2 мм.
Реальний випадок - основні технічні параметри
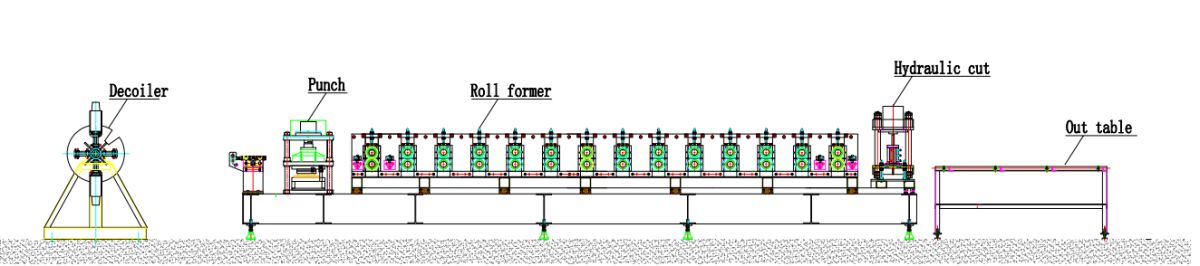
Блок-схема
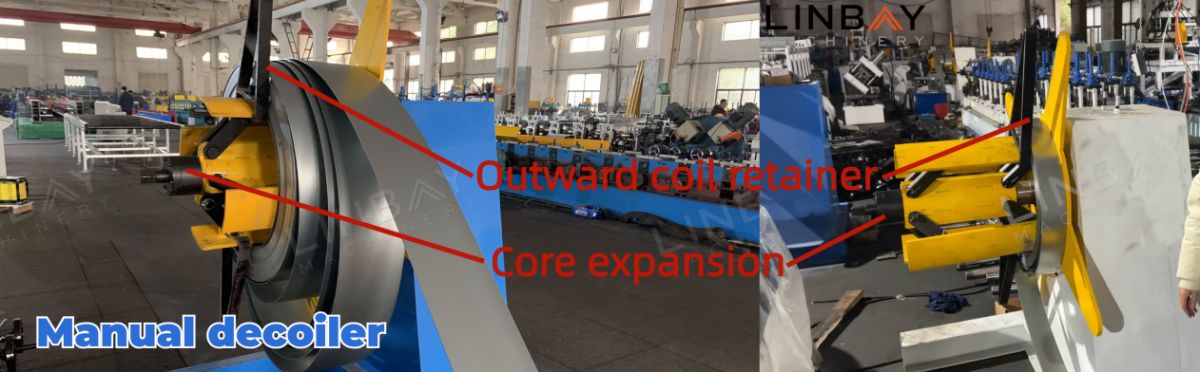
Ручний розмотувач оснащений гальмівним пристроєм, що дозволяє регулювати розширення сердечника в межах від φ490 до 510 мм,забезпечення плавного розмотуванняКрім того, зовнішній фіксатор котушки запобігає її прослизанню, підвищуючи економічну ефективність та безпеку. У випадку гідравлічного розмотувача, прес-важіль фіксує сталеву котушку, зменшуючи ризик її спуску та потенційного травмування працівників. Щоб задовольнити підвищені виробничі вимоги, ми пропонуємо додатковий гідравлічний розмотувач, що працює від гідравлічної станції.
Ручний розмотувач -- Направляючий -- Гідравлічний пробійник -- Профілегибочний верстат -- Гідравлічний виріз -- Стіл
Основні технічні параметри
1. Швидкість лінії: 0-12 м/хв без пробивання, 3 м/хв з пробиванням.
2. Товщина матеріалу: у цьому випадку 2 мм.
3. Підходящий матеріал: гарячекатана сталь, холоднокатана сталь, оцинкована сталь.
4. Профілеподібна машина: конструкція стінових панелей та ланцюгова система приводу.
5. Кількість формувальних станцій: 20
6. Система штампування: гідравлічна, роликовий коливач зупиняється під час штампування.
7. Система різання: гідравлічна, роликовий формувач зупиняється під час різання.
8. Зміна розміру: 2-3 години вручну.
9. Шафа ПЛК: система Siemens.
Опис реального випадку
Ручний розмотувач
Керівництво
Направляючі ролики відіграють вирішальну роль у підтримці вирівнювання між сталевим рулоном та машиною, запобігаючи деформації каналу стійки.

Направляючі ролики відіграють вирішальну роль у процесі формування, запобігаючи деформації стрічкової сталі відскоку. Прямолінійність трубної балки є важливою для якості продукції, впливаючи на опорні характеристики всієї монтажної рами. Направляючі ролики стратегічно встановлені вздовж усієї профільної машини, а не лише на вході. Перед відвантаженням ми вимірюємо відстань від кожного напрямного ролика до краю машини та документуємо ці вимірювання в інструкції. У разі незначних зміщень під час транспортування або виробничого процесу, працівники можуть використовувати ці записані дані для точного переміщення роликів.
Гідравлічний перфоратор

Гідравлічний пробивний верстат, що працює від гідравлічної станції, розташований перед профільним верстатом, що вимагає паузи в процесі профілювання під час штампування. Гідравлічний пробивний верстат налаштований з кроком штампування 400 мм. Для збільшення швидкості виробництва ми пропонуємо незалежне гідравлічне рішення для штампування, адаптоване до наданих креслень штампування.
Машина для формування рулону
Профілегибочний верстат має конструкцію стінових панелей та ланцюгову систему приводу, що забезпечує економічно ефективне рішення для ручної зміни розміру з часом заміни близько2-3 години.
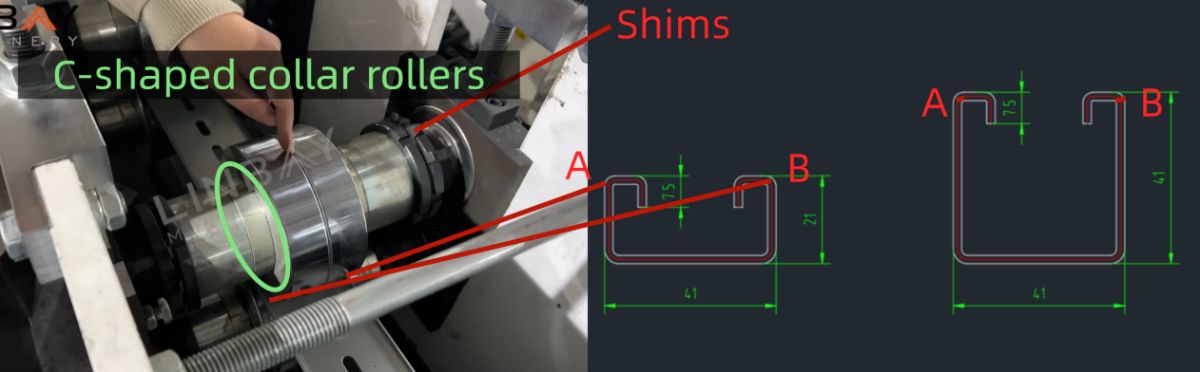
Регулювання точок формування має вирішальне значення для зміни розмірів. Послаблення прокладок на кінцях роликів та їх заміна або додаванняС-подібні комірні ролики (рукави)у відповідному положенні зміщує точку формування для нового розміру профілю. Крім того, ми надаємоавтоматична зміна розміру рішенняз часом заміниприблизно 10 хвилин.
Посилання на відео -【Встановлення】Змінні втулки Linbay для роликового формувального верстата

Гідравлічне різання

Гідравлічний різальний верстат, що керується гідравлічною станцією, здатний різати сталеві рулони товщиною 2 мм. Його ріжучі леза підігнані до форми профілю, утворюючи близько 8 мм відходів матеріалу на розріз, зберігаючи при цьому майже без задирок поверхню різу.
Енкодер та ПЛК
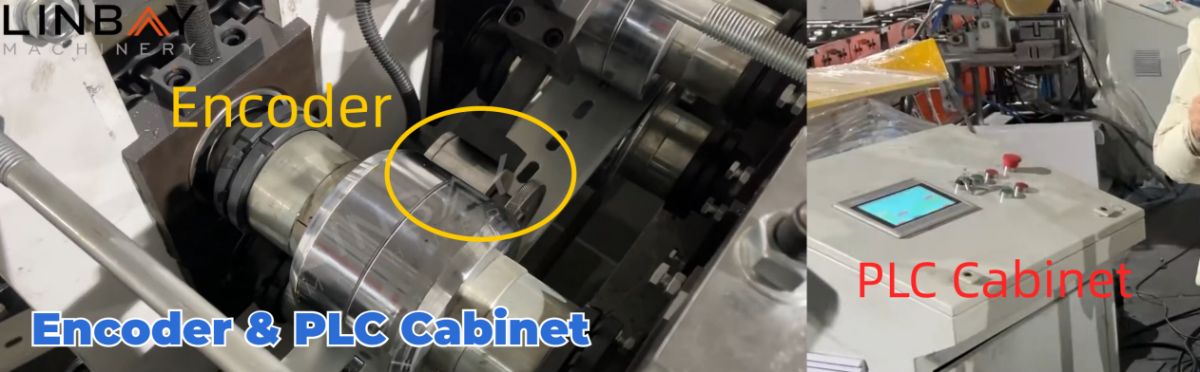
Профілегибочний верстат оснащений японським енкодером Koyo, який перетворює вимірювані довжини котушок на електричні сигнали, що передаються до шафи керування ПЛК. Ця точна система гарантує усунення похибок різання.в межах ±1 мм, що забезпечує виробництво високоякісної продукції, мінімізуючи відходи від неправильного різання. Оператори можуть зручно контролювати швидкість виробництва, виробничі розміри, довжину різання тощо через екран ПЛК. Крім того, шафа керування ПЛК має такі функціїпам'ятьдля часто використовуваних параметрів та забезпечує функції захисту, такі як перевантаження, коротке замикання та втрата фази.
Мову на екрані ПЛК можна налаштувати відповідно до вподобань клієнта.
Гідравлічна станція

Наша гідравлічна станція оснащена охолоджувальними електричними вентиляторами для ефективного розсіювання тепла, що забезпечує тривалу та надійну роботу з низьким рівнем відмов, адаптуючись до спекотного робочого середовища.
Гарантія
У день відвантаження поточна дата буде вигравірувана на металевій табличці, що позначатиме початок дворічної гарантії на всю виробничу лінію та п'ятирічної гарантії на ролики та вали.
1. Розмотувач

2. Годування

3. Штампування

4. Профільувальні стани

5. Система керування

6. Система різання

Інші

Вихідний стіл