








vidéo
Profil
Cette ligne de production permet de produire des pannes de différentes tailles de type C, Z et M avec un haut degré d'automatisation. C'est un investissement rentable.
Organigramme

Dérouleur
Nous installons unbras de presseSur le dérouleur, pour maintenir la bobine d'acier en place lors du changement de bobine, évitant ainsi une libération soudaine et des blessures potentielles pour les travailleurs. De plus,feuilles de protection en aciersont installés pour empêcher le glissement de la bobine lors du déroulage. Cette conception protège non seulement la bobine d'acier et la machine, mais aussiassure la sécurité.
Guidage et nivellement

Les rouleaux de guidage maintiennent la bobine d'acier et les machines sur la même ligne centrale pouréviter la distorsiondes profilés formés. Plusieurs rouleaux de guidage sont placés stratégiquement tout au long de la ligne de production. La bobine d'acier entre ensuite dans la planeuse, quiélimine toutes les irrégularités, améliorant la planéité et le parallélismede la bobine d'acier. Ceci, à son tour,améliore la qualitéde la bobine et du produit final de la panne.
Poinçonneuse hydraulique
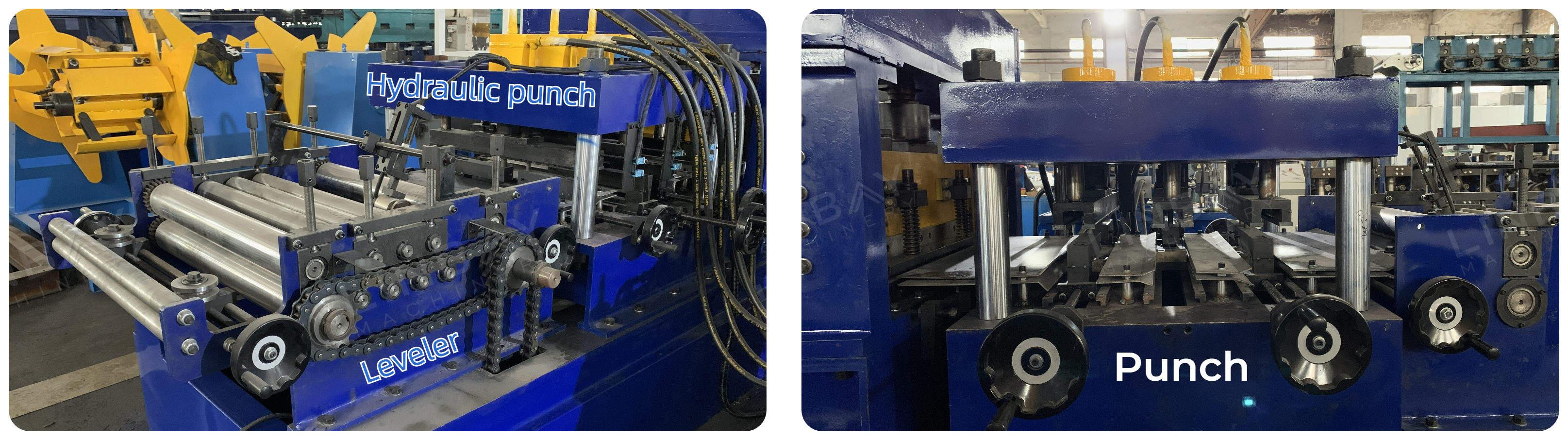
La poinçonneuse hydraulique est livrée avectrois jeux de matriceset les cylindres à huile correspondants. Ces matrices peuvent êtrerapidement et facilementajusté pour répondre aux spécifications du client, fournissantexcellente flexibilitéLe processus de changement d'outil est efficace et généralement terminé dans les5 minutes.
Pré-découpe

Pour faciliter le remplacement facile de différentes largeurs de bobines pour produire différentes tailles et pour économiser de la matière première, un dispositif de pré-découpe est conçu pour plus d'efficacité,réduire les déchets.
La niveleuse, la poinçonneuse et la machine de découpe sont intégrées à la profileuse, qui est une machine trèsconception rentable.
profileuse
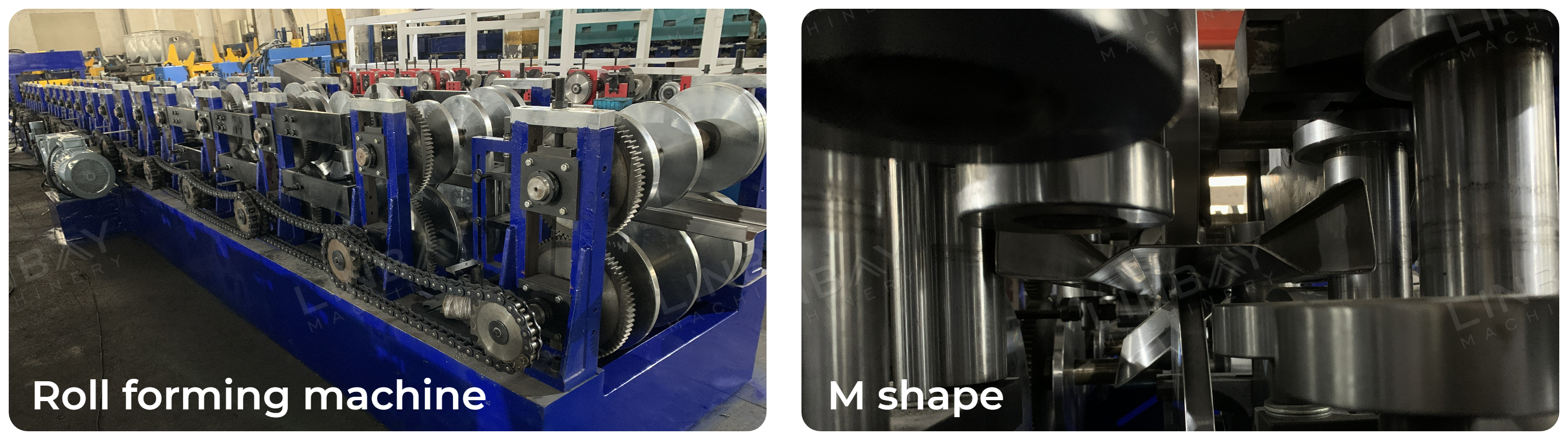
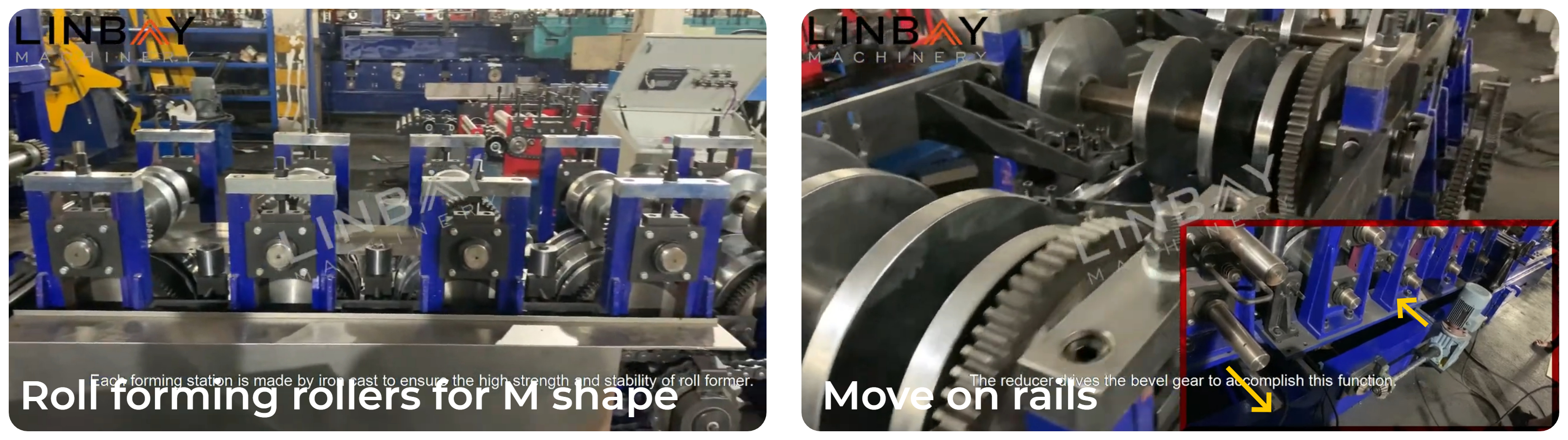
La machine de profilage est dotée d'unstructure en fonteetsystème d'entraînement par chaîne. La structure en fonte estun morceau de fer solide, garantissant robustesse et stabilité. Cette machine est capable de produirePannes C, Z et SigmaLes quatre premiers rouleaux sont utilisés pour la forme Sigma et sont relevés lors du formage des formes C ou Z. De plus, en tournant manuellement2-3 postes de formage à 180°, vous pouvez alterner entre la production de pannes en C et en Z. Les postes de formage situés d'un côté de la machine se déplacent sur des rails pour produire des pannes dedifférentes largeursIl est important de noter que, sur demande, nous pouvons également fabriquer des machines à pannes qui varient enà la fois la hauteur et la largeur du bassimultanément.
Station hydraulique

Notre station hydraulique est équipée d'un ventilateur de refroidissement qui aide à maintenir des températures de fonctionnement optimales, assurantefficacité accruependant le fonctionnement continu.
Codeur et PLC

Les travailleurs peuvent contrôler la machine via l'écran PLC, en ajustant la production.vitesse, réglage des dimensions de production et des longueurs de coupe, etc.Un codeur est intégré à la ligne de production, convertissant la longueur de la bobine d'acier détectée en signaux électriques transmis au panneau de commande PLC. Cela permet à notre machine de maintenirprécision de coupe à 1 mm près, garantissant des produits de haute qualité etminimiser le gaspillage de matériauxen raison d'erreurs de coupe.
Nous proposons des services de personnalisation, y compris, mais sans s'y limiter, les modèles de moteurs, les marques, les marques de composants électroniques et la langue du panneau de commande PLC.
1. Dérouleur

2. Alimentation

3. Poinçonnage

4. Supports de profilage

5. Système de conduite

6. Système de coupe

Autres

Table de sortie






