










PROFIL
Markiserør er viktige komponenter for markiser, vanligvis laget av aluminium eller galvanisert stål. Standarddiametre inkluderer 60/63/70/78/80/85 mm, og de er vanligvis tilgjengelige i lengder på 4, 5, 6 eller 7 meter.
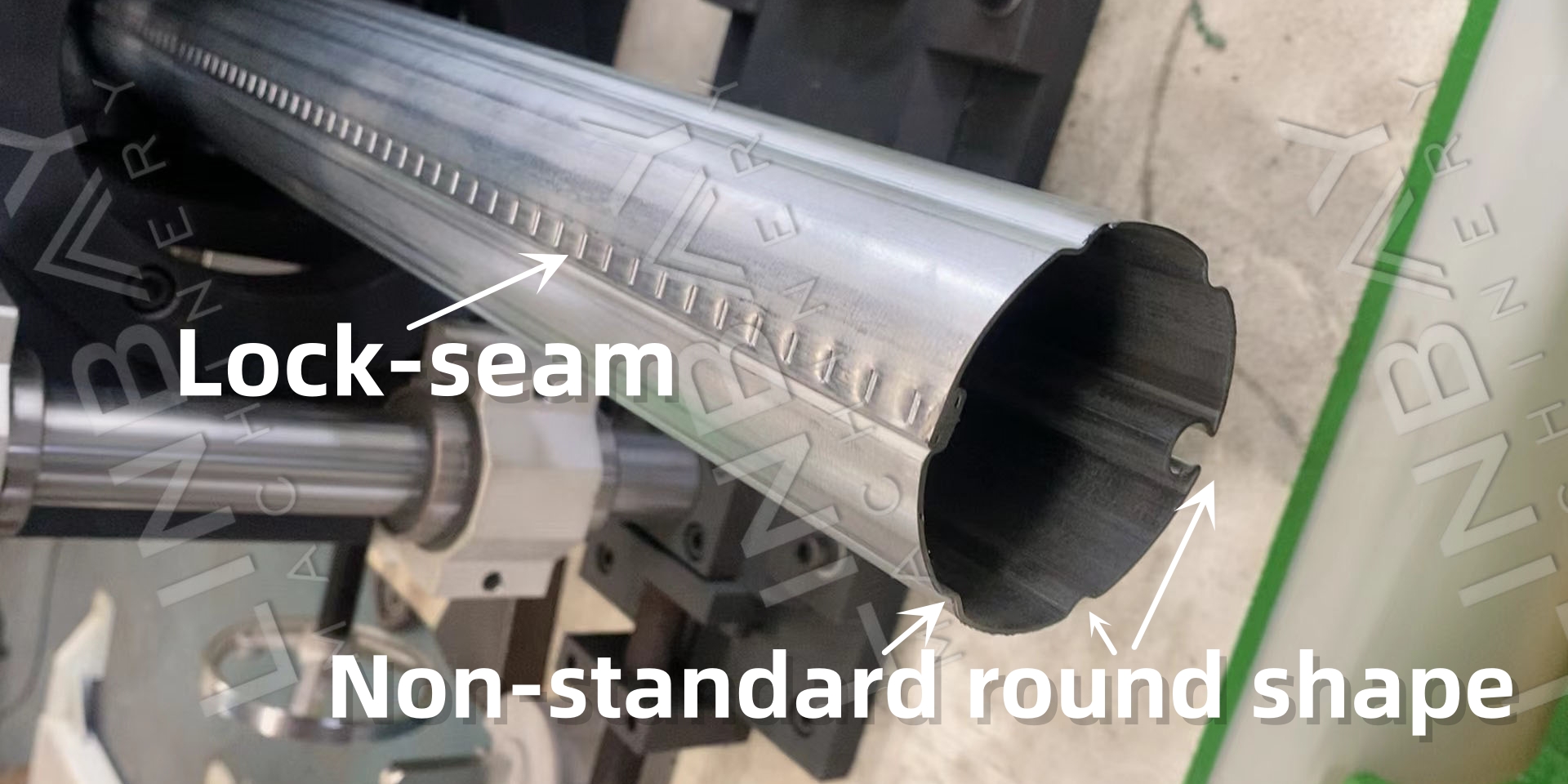
Konvensjonell produksjonsmetode: Stålspoler vikles rundt en sylindrisk form og komprimeres deretter for å danne et rundt rør. Denne tilnærmingen resulterer i ujevn kraftfordeling, lav effektivitet og begrensninger på både rørlengde og minimumsdiameter. Videre er det vanskelig å lage rør med ikke-standardiserte avrundede kanter, som vist på bildet nedenfor.
Ny tilnærming: Valseformingsmaskin.Valseformingsprosessen former materialet gradvis med hver valse, og bøyer det trinnvis til det blir et rundt rør med låsesømmer. Denne jevne kraftfordelingen minimerer tilbakeslag. Stålspoler kan mates kontinuerlig uten behov for manuell forhåndskutting, og rørlengdene kan kuttes presist med en nøyaktighet på ± 1 mm. Denne metoden er ideell for å produsere rør med mindre diameter og tilpassede kantdesign. Det er en effektiv og økonomisk løsning for kunder.
VIRKELIGE TILFELLE - HOVEDTEKNISKE PARAMETERE
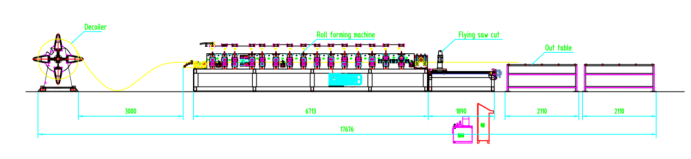
Flytskjema: Avkveiler--Styring--Valsformer--Flygende sagskjæring--Uttaksbord
VIRKELIGE TILFELLE - HOVEDTEKNISKE PARAMETERE
1. Linjehastighet: 0-10m/min, justerbar
2. Egnet materiale: Galvanisert stål, aluminium
3. Materialtykkelse: 0,8–1 mm
4. Valseformingsmaskin: Støpejernsstruktur
5. Drivsystem: Girkassens drivsystem med universalledd på kardangakselen.
6. Kuttesystem: Flygende sagkutt, valseformeren stopper ikke når den skjæres.
7. PLS-skap: Siemens-system.
EKTE MASKINERI
1. Manuell avspoler * 1
2. Valseformemaskin * 1
3. Flygende sagskjæremaskin * 1 (inkludert sagblad * 1)
4. Utebord * 2
5. PLS-kontrollskap * 1
6. Hydraulisk stasjon * 1
7. Reservedelsboks (gratis) * 1
VIRKELIG SAKSBESKRIVELSE
Manuell avspoler

· Robust ramme:Rammen er bygget for å være sterk og stabil, spesielt konstruert for å støtte stålspoler sikkert.
· Dornutvidelse:Doren eller akselen kan justeres manuelt for å utvide seg og tilpasse seg stålspoler med en indre diameter fra 490–510 mm. Dette sikrer at spolen holdes godt fast for jevn avspoling.
· Spoleholder:Denne komponenten er utformet for å forhindre at stålspolen glir av doren. Den er enkel å feste og fjerne.
· Tilgjengelige alternativer:For forbedret kraft og automatisering finnes det elektriske eller hydrauliske versjoner av kjerneekspansjonsenheten. Den manuelle versjonen foretrekkes imidlertid for runde markiser på grunn av de tynnere og smalere stålspiralene som er involvert.
Veiledning

· HovedrolleOpprettholder presis justering av stålspolen med maskinens senterlinje, og forhindrer problemer som vridning, bøying og dannelse av grader. Nøyaktig justering er avgjørende for å sikre at sømmene på markisens runde rør er tette og sikre.
· Flere styringssystemerPlassert ikke bare ved matepunktet, men også i hele formemaskinen for å sikre at røret forblir rett under produksjonen.
· Rutinemessig kalibreringRegelmessig kalibrering av styringssystemene er nødvendig, spesielt etter transport eller lengre tids bruk.
· Dokumentasjon før forsendelseLinbay-teamet måler og registrerer nøye føringsbredden før forsendelse, og oppgir disse detaljene i brukerhåndboken for å legge til rette for nøyaktig kalibrering ved kundens mottak.
Valseformer
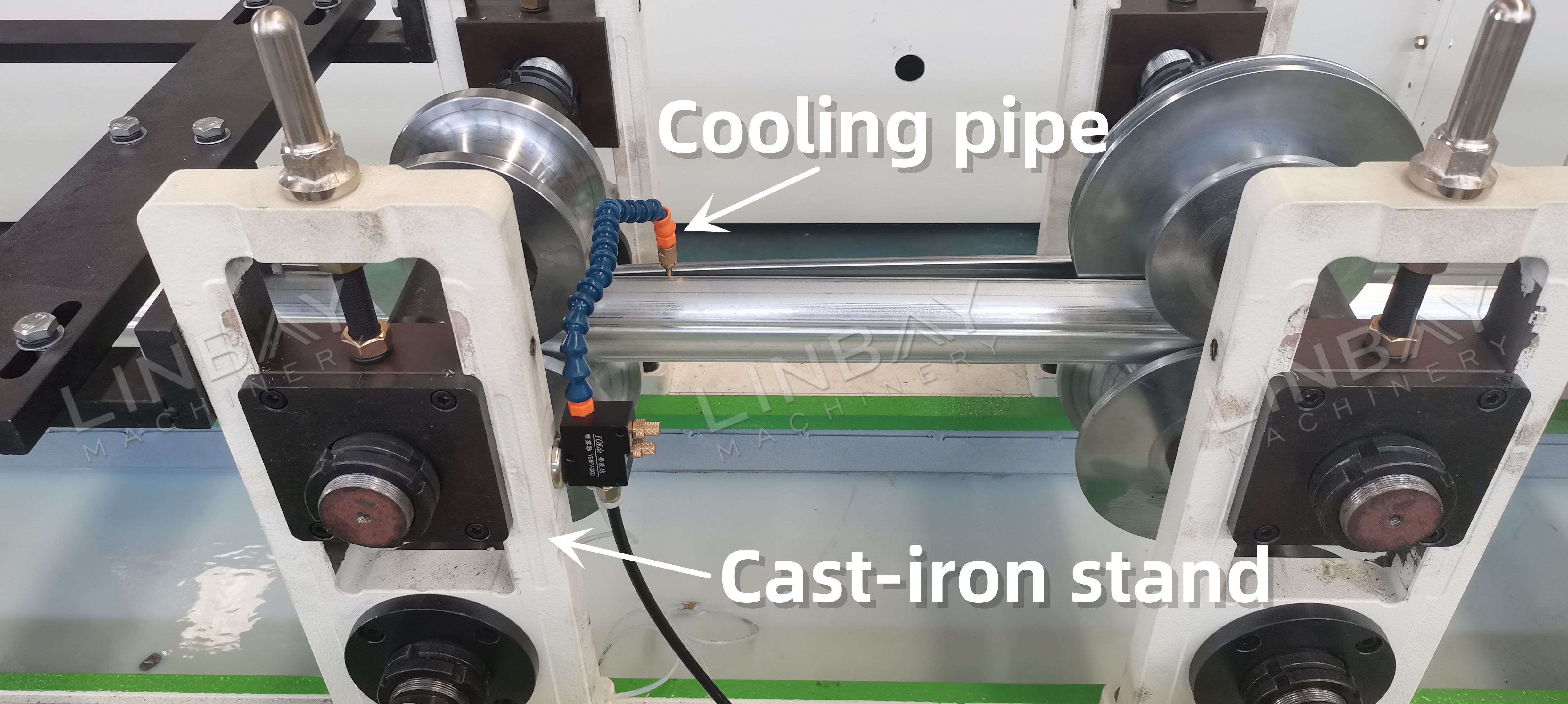
· Robust konstruksjonHar et støpejernsstativ for økt holdbarhet.
· Kraftig drivsystemUtstyrt med girkasse og universalledd som gir sterk drivkraft til valsene, noe som sikrer jevn og jevn forming av stålspoler.
· Fleksibel produksjonEn enkelt rullformingsmaskinbase har plass til forskjellige kassetter, hver skreddersydd til spesifikke runde rørdiametre. Bytt ganske enkelt kassetter for å produsere rør i forskjellige størrelser.
· KostnadseffektivitetTilbyr en mer økonomisk løsning ved å eliminere behovet for separate produksjonslinjer for forskjellige rørdiametre.
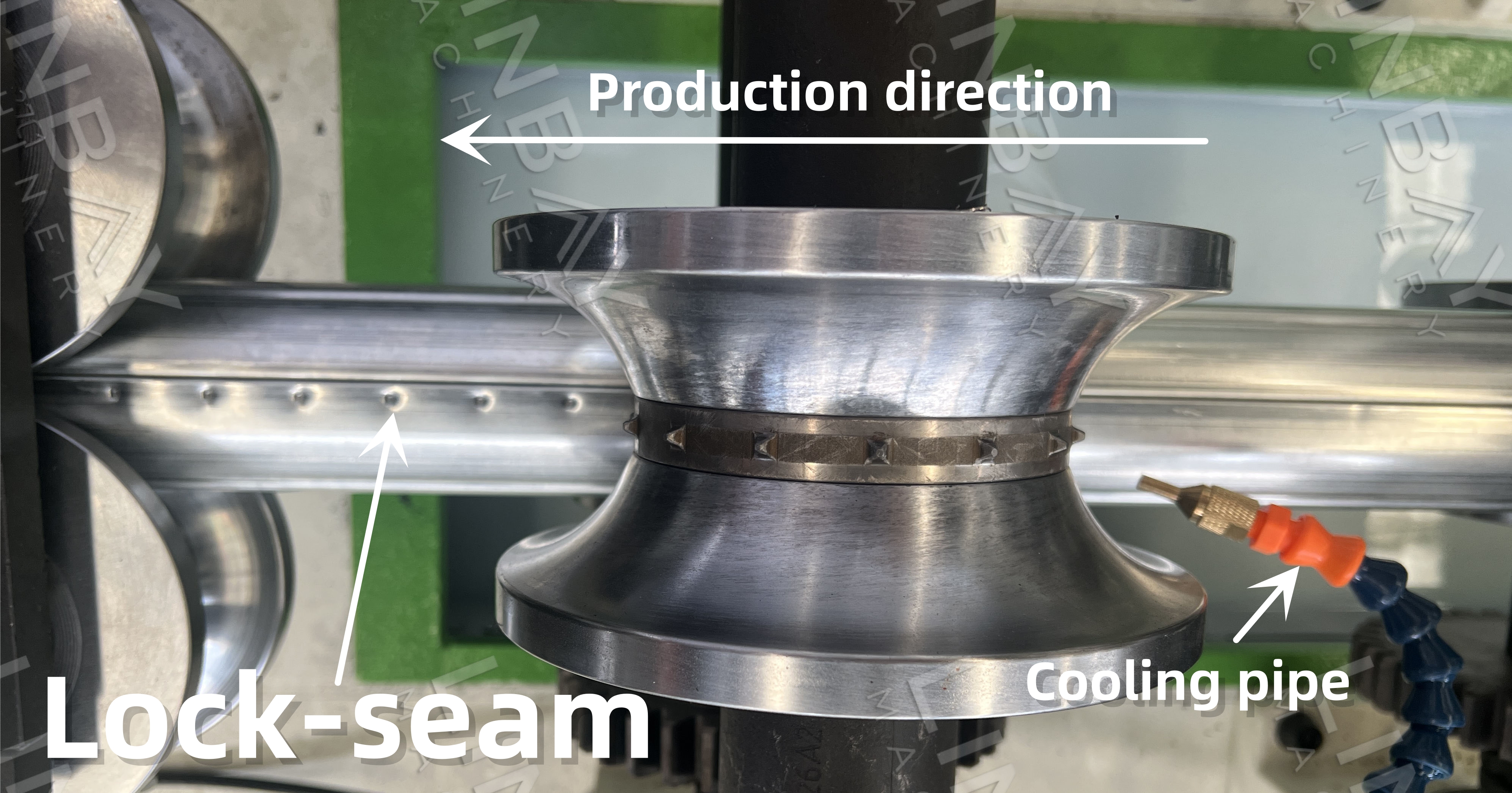
· Sikker sømGaranterer en tett låsesøm som forblir intakt, og forhindrer potensielle sømfeil.
· Bærekraftig kjølesystemBruker et resirkulerende kjølevæskesystem for å holde valsetemperaturene lave, noe som forbedrer formingskvaliteten og forlenger valsens levetid.
Flygende sagkutt
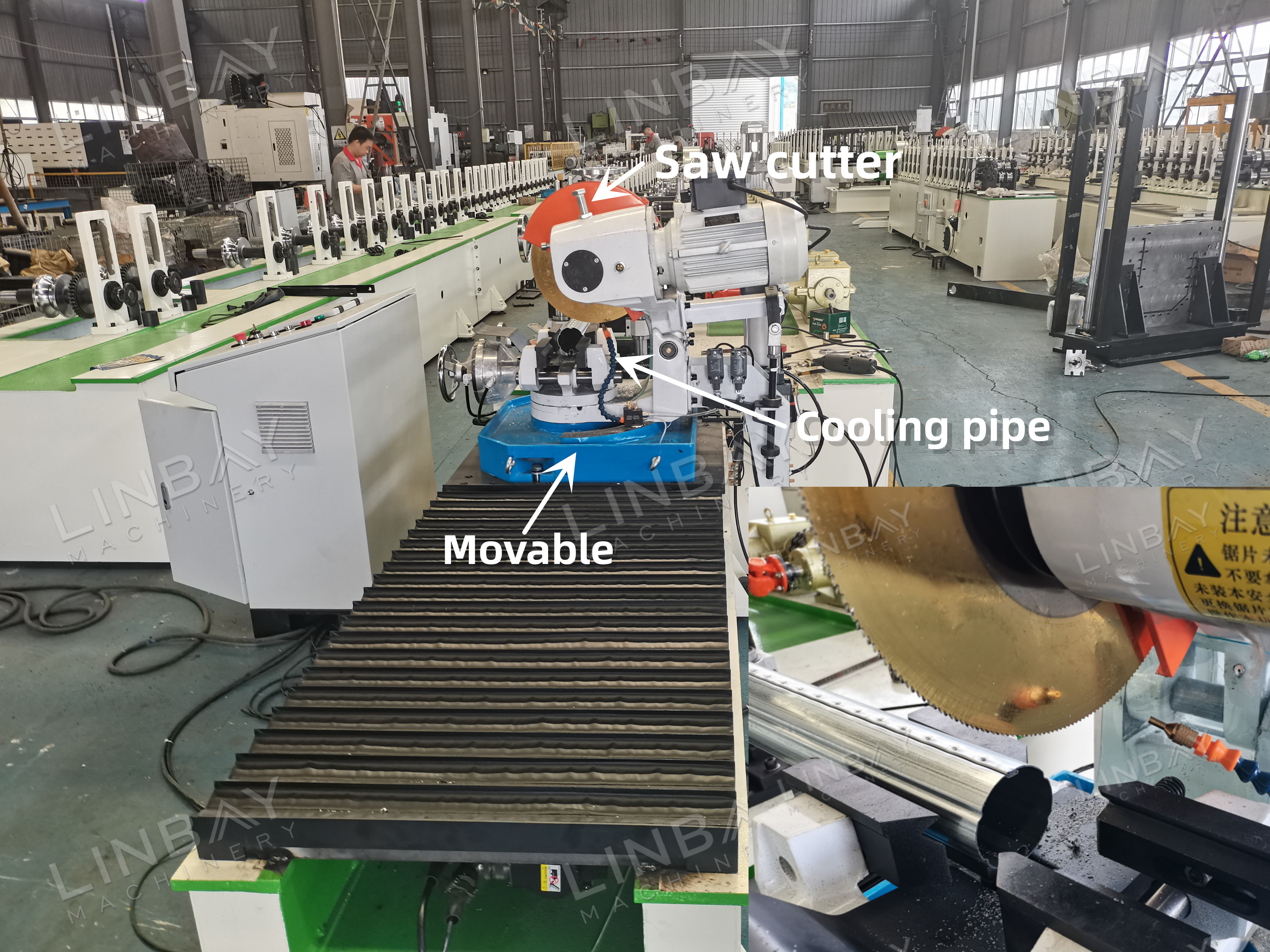
· Sag med flere diametreUtviklet for å passe til ulike runde rørstørrelser, noe som bidrar til å minimere kostnadene for bladutskifting.
· PresisjonsskjæringSikrer rene, deformasjonsfrie kutt med glatte, gradfrie kanter.
· MaterialeffektivitetEliminerer svinn med hvert kutt, optimaliserer bruken av stålspoler og reduserer kostnader.
· Forbedret produksjonshastighetKutteenheten beveger seg langs et spor med samme hastighet som formingsprosessen, noe som muliggjør uavbrutt drift.
· Høy nøyaktighetIntegrert med servomotor og bevegelseskontroller, som opprettholder skjærepresisjonen innenfor en toleranse på ±1 mm.
· Effektivt kjølesystemResirkulerer kjølevæske for å holde sagbladet kjølig, noe som sikrer jevn skjærekvalitet under kontinuerlig bruk og forlenger bladets levetid.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






