










Opis
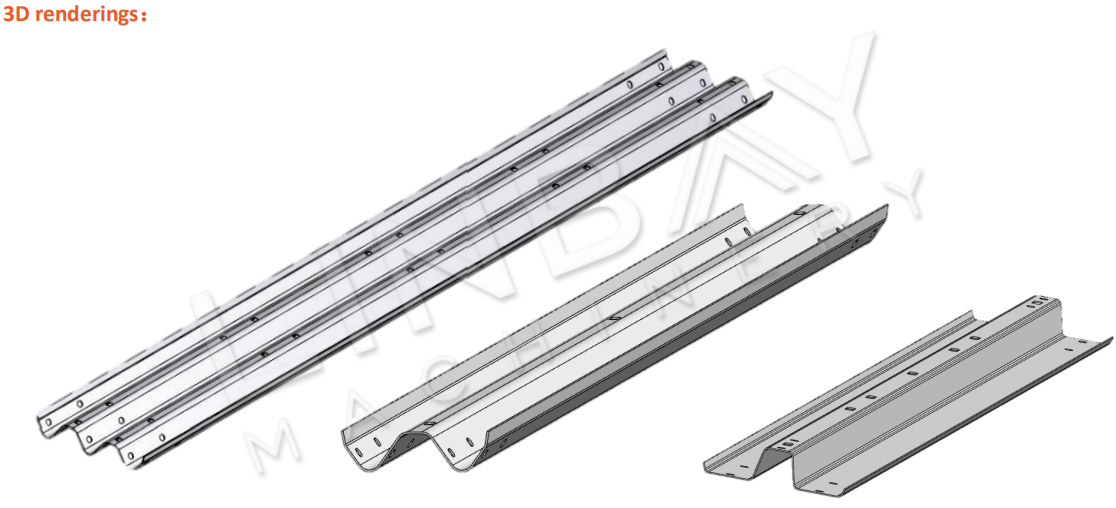
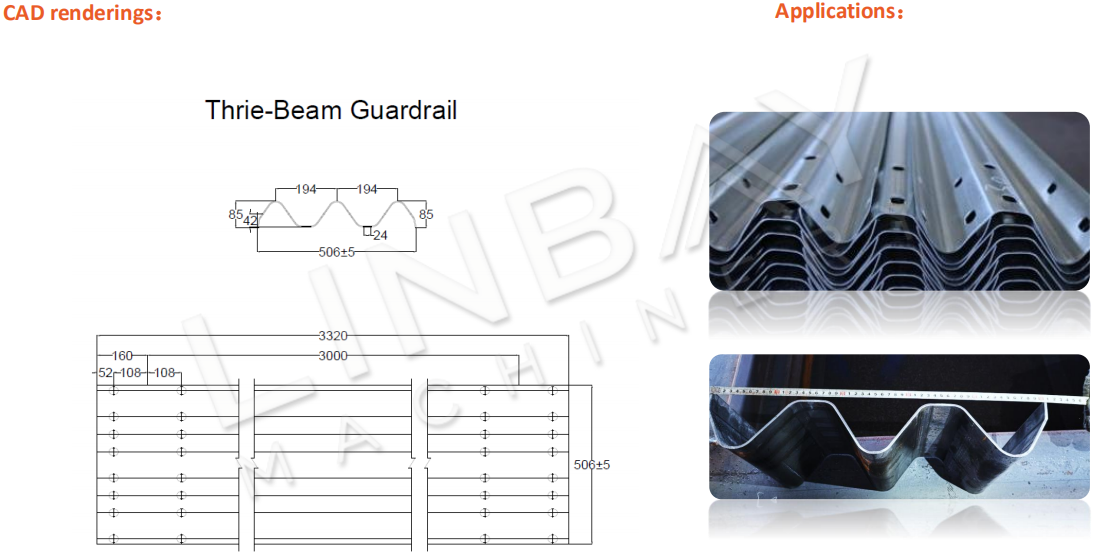
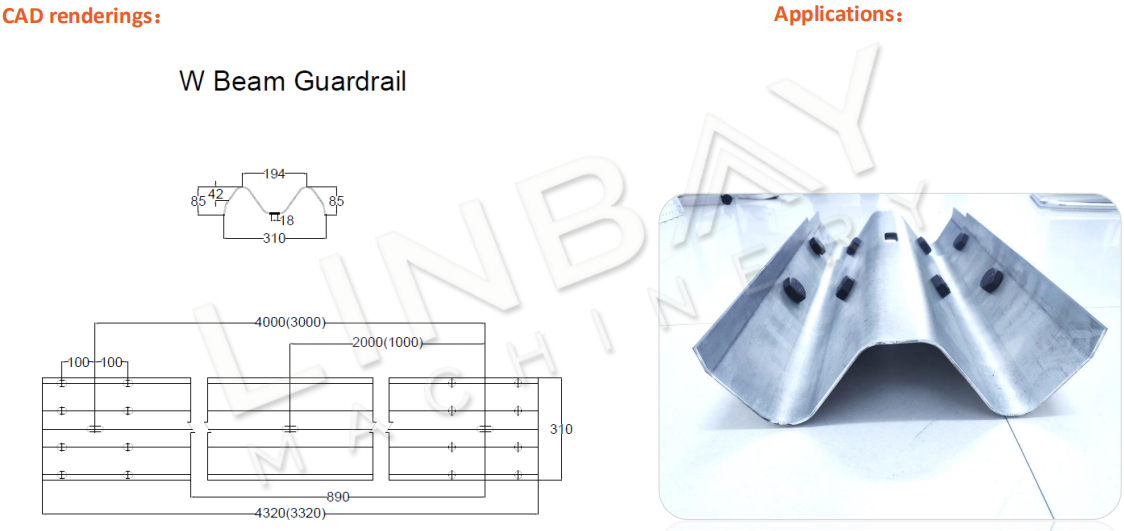
Maszyna do formowania rolek barier drogowychmoże zrobićPoręcz ochronna z belką W, poręcz ochronna z belką elastyczną, poręcz ochronna z trzema belkami i poręcz ochronna z belką skrzynkową, można również zaprojektować jako profile dwu- lub trzyfalowe w jednej maszynie, wystarczy dodać kilka stacji formujących na końcu maszyny, zgodnie z naszym rysunkiem. Grubość barierki ochronnej wynosi zazwyczaj 2,7–4 mm.
Linbay ma również doświadczenie w produkcjimaszyny do formowania rolek barier ochronnychktórych produkty spełniają różne normy:
• AASHTO M180 – amerykańska norma balustrady (bardziej użyteczna i popularna)
• RAL RG620 – norma Niemiec dla barier ochronnych
• BS EN-1317 – europejska norma dotycząca barier ochronnych
• AS/NZS 3845:1999 – Australijska norma dotycząca barier ochronnych
• EN 1461:2009 – Turecka norma dotycząca barier ochronnych
Wprzemysł maszyn do barier ochronnychw sumie możemy zaoferować cztery linie z zachowaniem jakości:
• Maszyna do formowania rolek barier ochronnych dwu-/trzyfalowych
• Maszyna do formowania po rolkach U/C/sigma
• Linia do dziurkowania połączeń
• Linia do dziurkowania końcówek typu fishtail
Firma Linbay oferuje różnorodne rozwiązania zgodnie z rysunkami, tolerancjami i budżetem klienta, oferując profesjonalną obsługę indywidualną, dostosowaną do indywidualnych potrzeb. Niezależnie od wybranej linii, jakość maszyn Linbay zapewni Ci idealnie funkcjonalne profile.
Aplikacja



Prawdziwy przypadek A
Opis:
Tenmaszyna do formowania rolek barier ochronnychW pobliżu naszej fabryki znajduje się linia produkcyjna chińskich rządowych barier ochronnych. Prędkość linii może osiągnąć 8 m/min, a do ochrony podłogi używamy platformy transportowej. Linia może produkować bariery ochronne z belką W i bariery z trzema belkami. Jest wydajna, trwała i ekonomiczna.
Prawdziwy przypadek B
Opis:
Tenmaszyna do formowania rolek barier ochronnychWykorzystuje schemat blokowy po cięciu, który jest bardziej przystępny cenowo i popularny wśród klientów. Eksportowaliśmy tę linię do Rosji i Arabii Saudyjskiej. Wszystkie procesy są uwzględnione, co zapewnia niższą cenę, ale gwarantuje doskonałą jakość.
Prawdziwy przypadek C

Opis:
Tenmaszyna do formowania rolek barier ochronnychJest coraz częściej zamawiany i kupowany przez tureckich klientów. Profil został opracowany przez DELTA BLOC i spełnia normę EN 1461:2009. Na końcu linii produkcyjnej znajduje się forma obkurczająca.
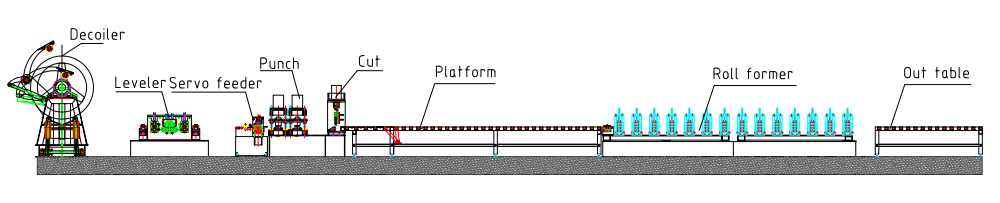
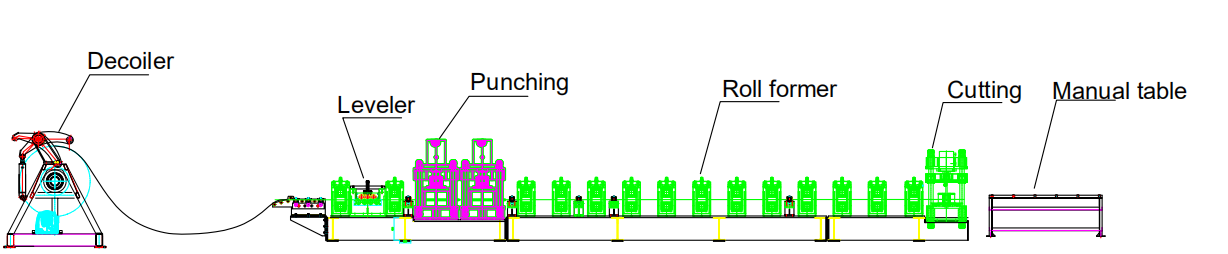
Cała linia produkcyjna maszyny do formowania rolek barier ochronnych autostrad

Dane techniczne
| Maszyna do formowania rolek barier drogowych | ||
| Materiał obrabialny: | A) Stal ocynkowana | Grubość (MM): 2,7-4 |
| B) Stal walcowana (zwykła/czarna) | ||
| C) Stal węglowa | ||
| Granica plastyczności: | 250 - 350 MPa | |
| Naprężenie rozciągające: | 300 MPa-500 MPa | |
| Rozwijarka: | Rozwijak hydrauliczny | * Rozwijak ręczny (opcjonalnie) |
| System dziurkowania: | Hydrauliczna stacja dziurkująca | * Prasa dziurkująca (opcjonalnie) |
| Stanowisko formujące: | 12-15 stoisk | * Zgodnie z rysunkami Twojego profilu |
| Główna marka silnika maszyny: | Shanghai Dedong (marka chińsko-niemiecka) | * Siemens (opcjonalnie) |
| Układ napędowy: | Napęd skrzyni biegów | * Napęd łańcuchowy (opcjonalnie) |
| Struktura maszyny: | Stacja kutego żelaza | * Stacja Torri (opcjonalnie) |
| Prędkość formowania: | 10-15 (minut) | * Lub zgodnie z rysunkami Twojego profilu |
| Materiał rolek: | Stal nr 45 | * GCr 15 (opcjonalnie) |
| System tnący: | Po cięciu | * Wstępne cięcie (opcjonalnie) |
| Marka przemiennika częstotliwości: | Yaskawa | * Siemens (opcjonalnie) |
| Marka PLC: | Siemens | |
| Zasilanie: | 380 V 50 Hz 3 fazy | * Lub zgodnie z Twoimi wymaganiami |
| Kolor maszyny: | Niebieski przemysłowy | * Lub zgodnie z Twoimi wymaganiami |
Usługa zakupu
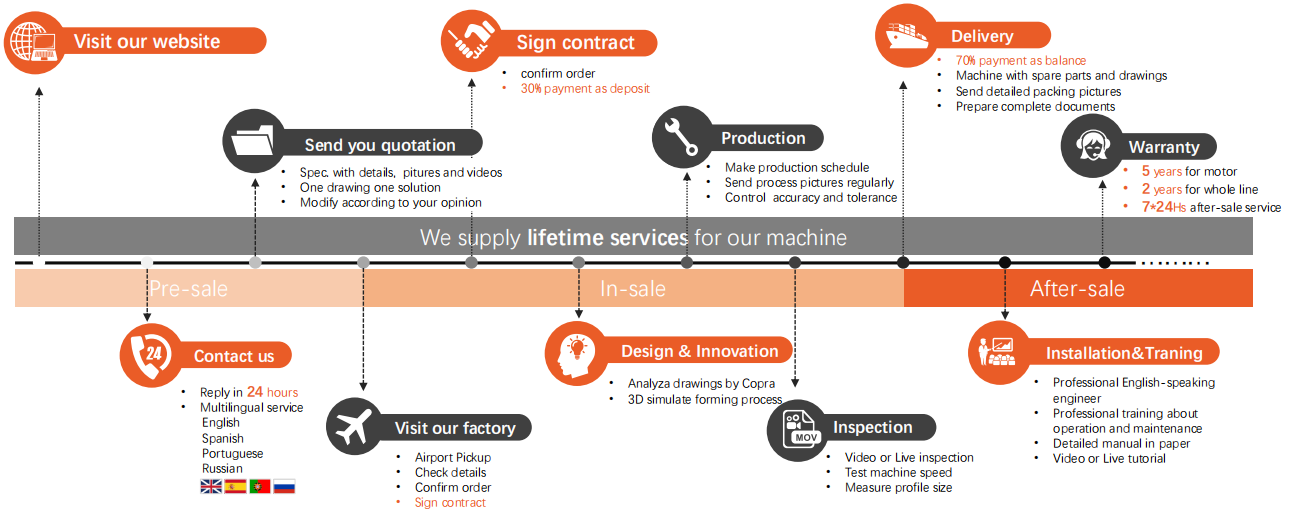
Pytania i odpowiedzi
1. P: Jakie doświadczenie posiadasz w produkcjimaszyna do formowania rolek barier drogowych?
A: Mamy doświadczenie w eksporcie naszychwręgi barier drogowychdo Rosji, Arabii Saudyjskiej, Turcji, Indonezji, Indii itd. Opracowaliśmy normę AASHTO M180 – amerykańska norma dla barier ochronnych (bardziej użyteczna i popularna), RAL RG620 – niemiecka norma dla barier ochronnych, BS EN-1317 – europejska norma dla barier ochronnych, AS/NZS 3845:1999 – australijska norma dla barier ochronnych, EN 1461:2009 – turecka norma dla barier ochronnych.
2. P: Czy mogę wyprodukowaćBarierki ochronne z belką W i belką Thriena jednym komputerze?
A: Jeden operator dodaje lub zdejmuje 5 stacji rolek zgodnie z naszym rysunkiem. Nie zajmie to więcej niż 30 minut.
3. P: Jak przejść z produkcji wiązki W na wiązkę trójfazową? I ile to trwa?
A: Zgodnie z załączonym rysunkiem wymiana rolek formujących ostatnich pięciu stanowisk formujących zajmuje zaledwie 30 minut i wykonuje ją tylko jeden operator.
4. P: Jaki jest czas dostawy?maszyna do formowania rolek barier drogowych?
A: Od 80 do 100 dni, w zależności od Twojego rozkładu.
5. P: Jaka jest prędkość Twojej maszyny?
A: Prędkość robocza maszyny zależy od sposobu rysowania, zwłaszcza dziurkowania. Zazwyczaj prędkość linii wynosi około 8 m/min.
6. P: W jaki sposób można kontrolować precyzję i jakość pracy maszyny??
A: Sekretem naszej precyzji jest posiadanie własnej linii produkcyjnej, od form wykrawających po rolki formujące. Każda część mechaniczna jest wykonywana niezależnie przez naszą fabrykę. Ściśle kontrolujemy dokładność na każdym etapie, od projektowania, przez przetwarzanie i montaż, po kontrolę jakości. Nie idziemy na kompromisy.
7. P: Jaki jest system obsługi posprzedażowej?
A: Bez wahania udzielamy 2-letniej gwarancji na całe linie i 5-letniej na silniki. Jeśli wystąpią jakiekolwiek problemy z jakością spowodowane czynnikami niezależnymi od człowieka, natychmiast się nimi zajmiemy i będziemy dostępni 24 godziny na dobę, 7 dni w tygodniu. Jeden zakup, dożywotnia opieka.
1. Rozwijarka

2. Karmienie

3. Uderzenie

4. Stojaki do profilowania

5. Układ napędowy

6. System tnący

Inni

Poza stołem


