










PROFIL
Okrugle cijevi za tende su osnovne komponente za tende, obično izrađene od aluminija ili pocinčanog čelika. Standardni promjeri uključuju 60/63/70/78/80/85 mm, a obično su dostupne u dužinama od 4, 5, 6 ili 7 metara.
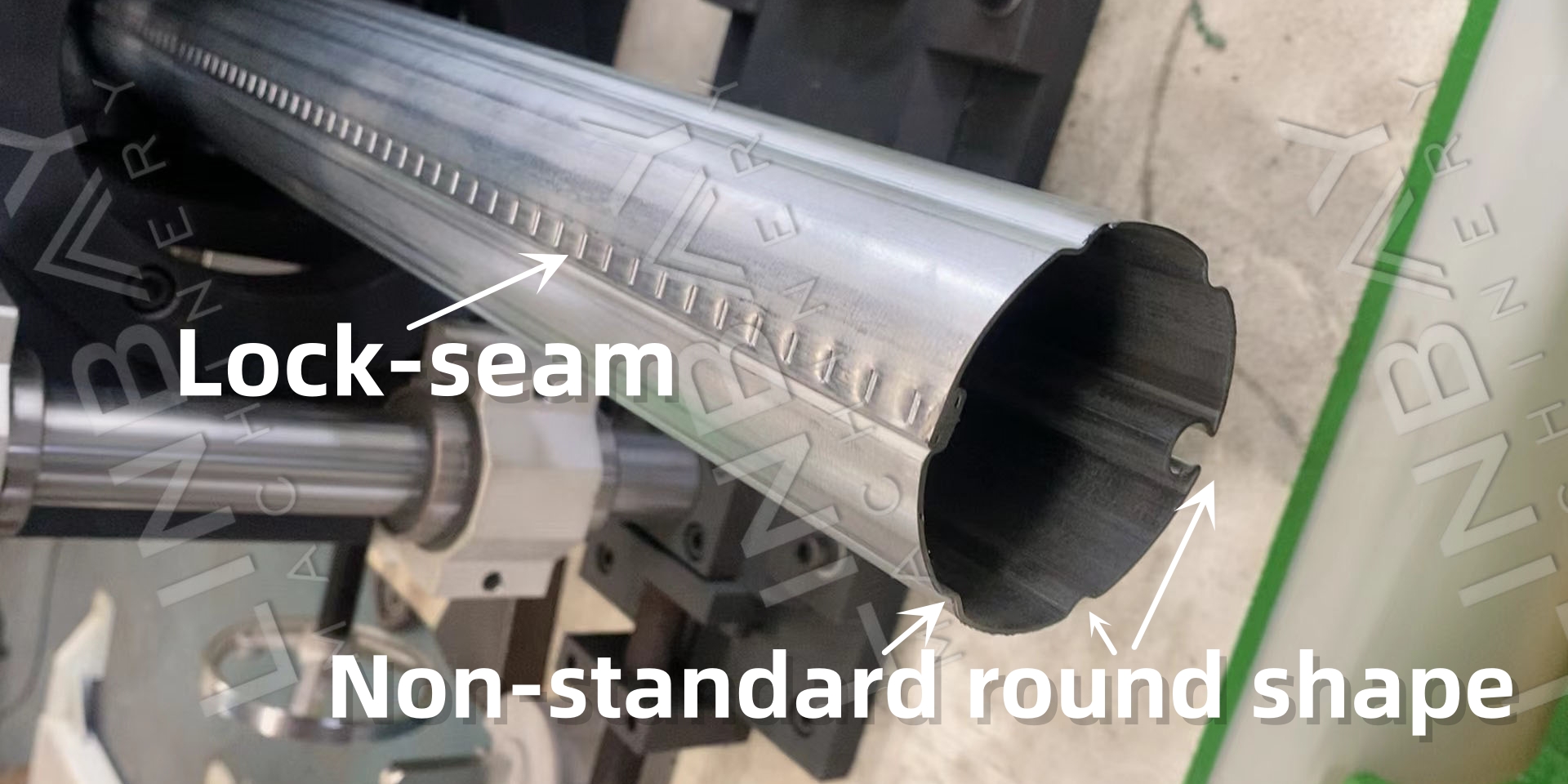
Konvencionalna metoda proizvodnje: Čelične zavojnice se namotavaju oko cilindričnog kalupa, a zatim komprimiraju kako bi se formirala okrugla cijev. Ovaj pristup rezultira neravnomjernom raspodjelom sile, niskom efikasnošću i ograničenjima i dužine cijevi i minimalnog promjera. Nadalje, teško je napraviti cijevi s nestandardnim dizajnom zaobljenih rubova, kao što je prikazano na slici ispod.
Novi pristup: Mašina za valjanje profila.Proces valjanja postepeno oblikuje materijal sa svakim valjkom, postupno ga savijajući dok ne postane okrugla, sigurnosno spojena cijev. Ova ravnomjerna raspodjela sile minimizira elastični povrat. Čelične zavojnice mogu se kontinuirano dovoditi bez potrebe za ručnim prethodnim rezanjem, a cijevi se mogu precizno rezati s tačnošću od ±1 mm. Ova metoda je idealna za proizvodnju cijevi manjeg promjera i prilagođenih dizajna rubova. To je efikasno i ekonomično rješenje za klijente.
STVARAN SLUČAJ - GLAVNI TEHNIČKI PARAMETRI
Dijagram toka: Odmotač -- Vođenje -- Formator valjka -- Rez letećom pilom -- Izlazni sto
STVARAN SLUČAJ - GLAVNI TEHNIČKI PARAMETRI
1. Brzina linije: 0-10m/min, podesiva
2. Odgovarajući materijal: Pocinčani čelik, aluminij
3. Debljina materijala: 0,8-1 mm
4. Mašina za valjanje: Konstrukcija od lijevanog željeza
5. Pogonski sistem: Pogonski sistem mjenjača sa univerzalnim zglobom kardanskog vratila.
6. Sistem rezanja: Rezanje letećom pilom, valjak se ne zaustavlja prilikom rezanja.
7. PLC ormar: Siemens sistem.
PRAVA MAŠINA ZA KUĆIŠTA
1. Ručni odmotač*1
2. Mašina za valjanje*1
3. Mašina za rezanje letećom pilom*1 (uključujući list pile*1)
4. Vanjski stol*2
5. PLC upravljački ormar*1
6. Hidraulička stanica*1
7. Kutija s rezervnim dijelovima (besplatno) * 1
OPIS STVARNOG SLUČAJA
Ručni odmotač

· Čvrst okvir:Okvir je napravljen da bude čvrst i stabilan, posebno konstruiran da sigurno podupire čelične zavojnice.
· Proširenje trna:Trn ili osovina se mogu ručno podesiti kako bi se proširili i prilagodili čeličnim zavojnicama s unutarnjim promjerom od 490-510 mm. To osigurava čvrsto držanje zavojnice za glatko odmotavanje.
· Držač zavojnice:Ova komponenta je dizajnirana da spriječi klizanje čelične zavojnice s trna. Jednostavno se pričvršćuje i uklanja.
· Dostupne opcije:Za poboljšanu snagu i automatizaciju, dostupne su električne ili hidraulične verzije uređaja za širenje jezgra. Međutim, ručna verzija je poželjnija za okrugle cijevi tende zbog tanjih i užih čeličnih zavojnica koje su uključene.
Vođenje

· Primarna ulogaOdržava precizno poravnanje čelične zavojnice sa središnjom linijom mašine, sprečavajući probleme poput uvijanja, savijanja i stvaranja neravnina. Precizno poravnanje je ključno za osiguranje da su spojevi okruglih cijevi tende čvrsti i sigurni.
· Višestruki sistemi vođenjaNalazi se ne samo na tački punjenja, već i kroz cijelu mašinu za oblikovanje kako bi se osiguralo da cijev ostane ravna tokom proizvodnje.
· Rutinska kalibracijaRedovna kalibracija sistema za vođenje je neophodna, posebno nakon transporta ili dužeg perioda upotrebe.
· Dokumentacija prije otpremeLinbay tim pažljivo mjeri i bilježi širinu vođenja prije isporuke, pružajući ove detalje u korisničkom priručniku kako bi se olakšala precizna kalibracija prilikom prijema od strane klijenta.
Valjani bivši stroj
· Robusna konstrukcija: Ima postolje od lijevanog željeza za poboljšanu izdržljivost.
· Snažan pogonski sistemOpremljen mjenjačem i univerzalnim zglobom koji pružaju snažnu pogonsku silu valjcima, osiguravajući glatko i konzistentno oblikovanje čeličnih zavojnica.
· Fleksibilna proizvodnjaJedna baza mašine za valjanje cijevi može primiti različite kasete, svaka prilagođena specifičnim prečnikom okruglih cijevi. Jednostavno zamijenite kasete za proizvodnju cijevi različitih veličina.
· Troškovna efikasnostNudi ekonomičnije rješenje eliminirajući potrebu za odvojenim proizvodnim linijama za cijevi različitih promjera.
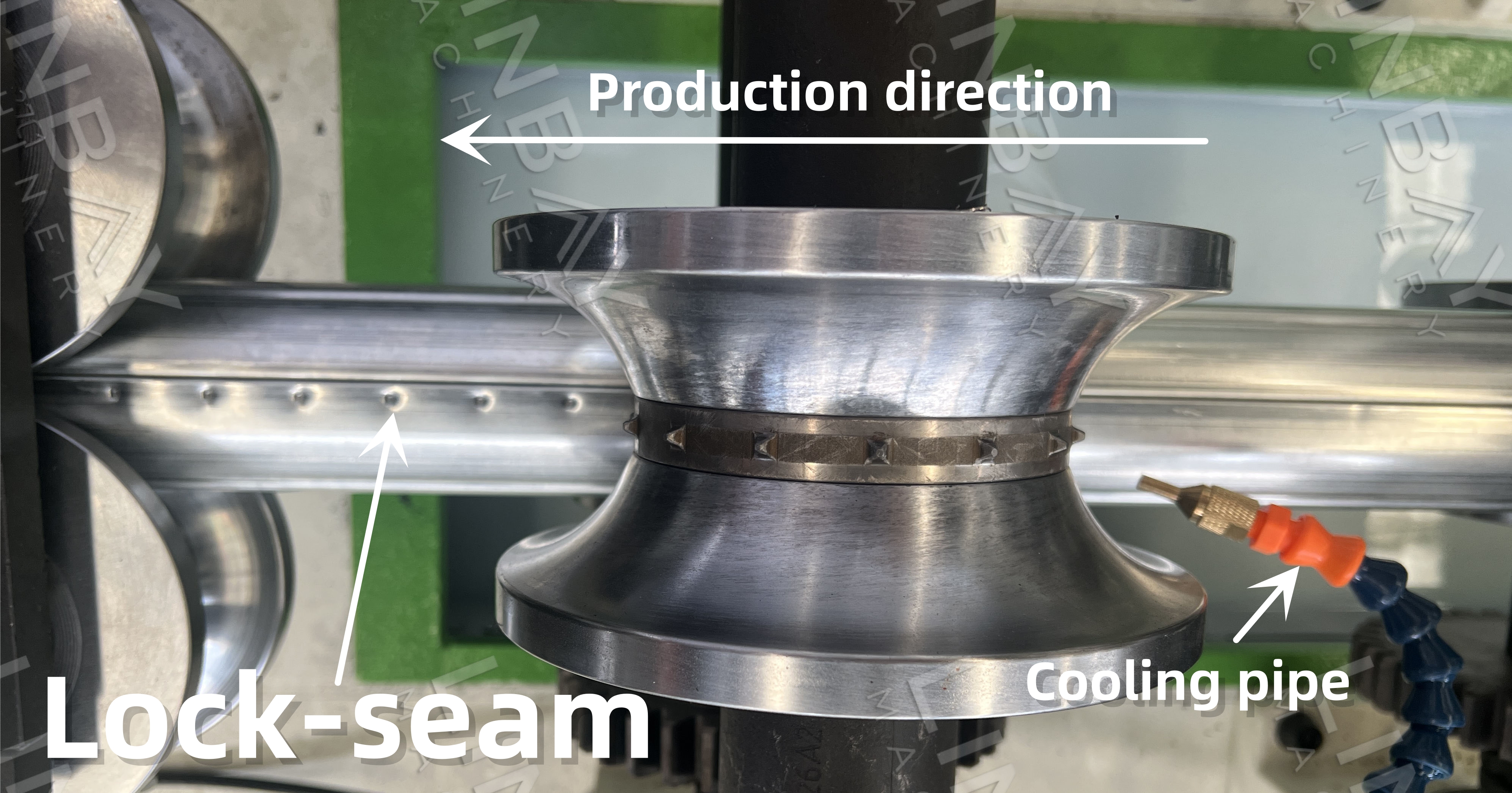
· Sigurni šavGarantuje čvrsti šav koji ostaje netaknut, sprečavajući potencijalne kvarove šava.
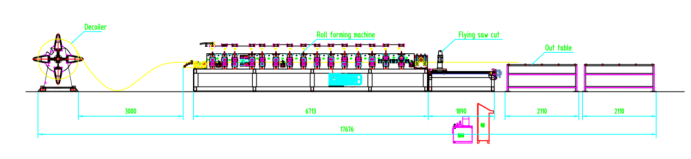
· Održivi sistem hlađenjaKoristi recirkulacijski sistem rashladne tečnosti kako bi se održale niske temperature valjaka, poboljšavajući kvalitet oblikovanja i produžavajući vijek trajanja valjaka.
Rez letećom pilom
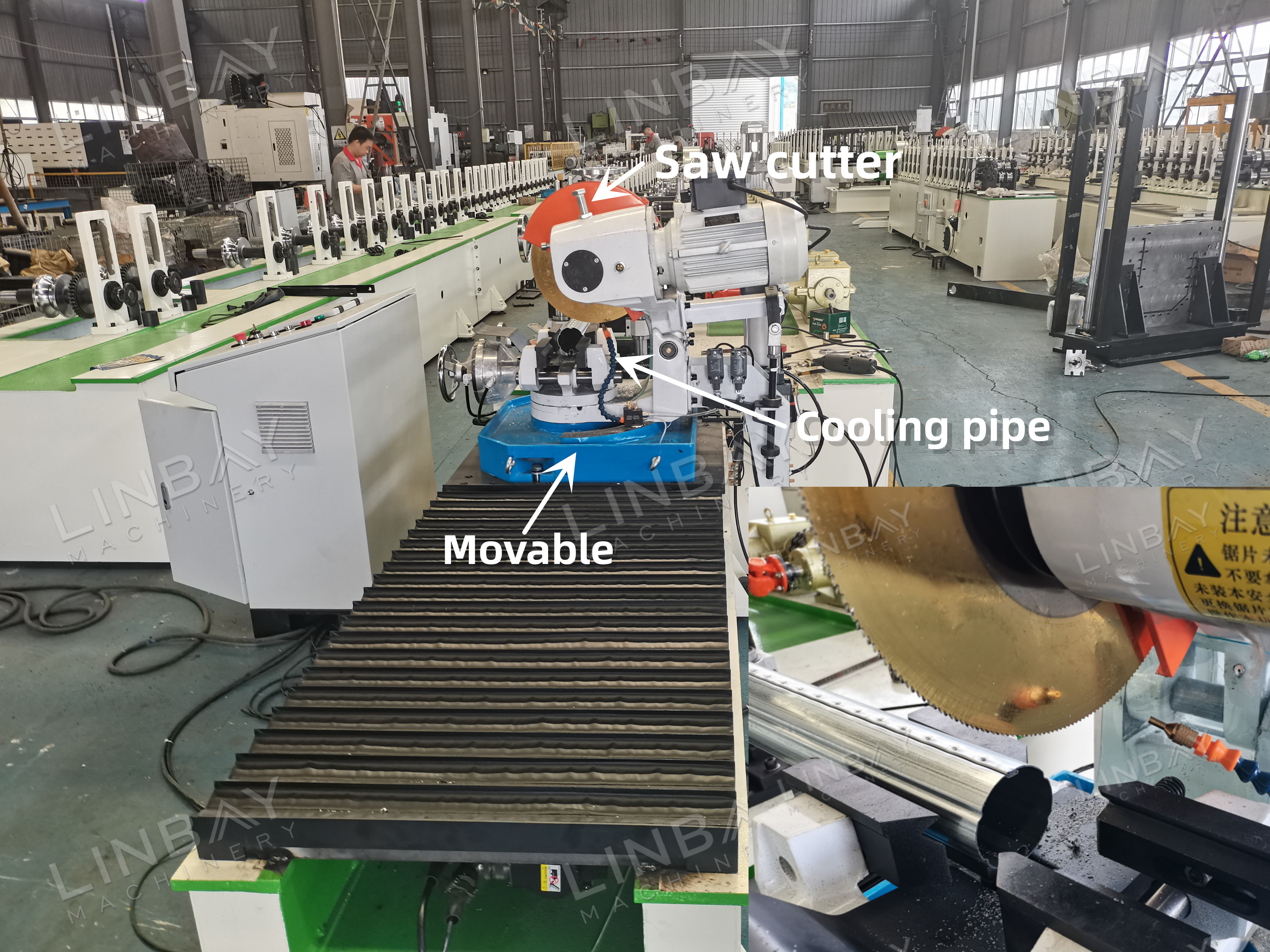
· Pila više prečnikaDizajniran da odgovara različitim veličinama okruglih cijevi, što pomaže u smanjenju troškova zamjene oštrica.
· Precizno rezanjeOsigurava čiste rezove bez deformacija s glatkim rubovima bez neravnina.
· Materijalna efikasnostEliminiše otpad sa svakim rezom, optimizuje upotrebu čelične trake i smanjuje troškove.
· Poboljšana brzina proizvodnjeRezač se kreće duž tračnice istom brzinom kao i proces oblikovanja, omogućavajući nesmetan rad.
· Visoka tačnostIntegrisan sa servo motorom i kontrolerom kretanja, održavajući preciznost rezanja unutar tolerancije od ±1 mm.
· Efikasan sistem hlađenjaRecirkulira rashladnu tekućinu kako bi list pile ostao hladan, osiguravajući konzistentan kvalitet rezanja tokom kontinuirane upotrebe i produžavajući vijek trajanja lista.
1. Odmotač

2. Hranjenje

3. Bušenje

4. Stalak za valjanje

5. Sistem vožnje

6. Sistem rezanja

Drugi

Van stola






