







Video
Profil

Der Maschendrahtzaunpfosten, oft auch als Pfirsichpfosten bezeichnet, verdankt seinen Namen seiner pfirsichähnlichen Form. Der Pfirsichpfosten wird üblicherweise aus kohlenstoffarmen oder warmgewalzten Stahlrollen hergestellt und durch Kaltwalzen seine charakteristische Form erhalten.
Die Kanten der Stahlspirale sind nach außen gebogen und bilden einen U-förmigen Haken, der die Stabilität beim Befestigen des Drahtgeflechts verbessert. Auf beiden Seiten des Pfostens sind strategisch platzierte Kerbenschlitze angebracht, um die Installation des Metalldrahtgeflechts zu erleichtern. Die Schlitzmaße werden individuell an die Maschenweite angepasst.
Die komplette Produktionslinie umfasst Kerbstanz- und Rollformprozesse. Die Formwalzen und Stanzwerkzeuge sind so ausgelegt, dass eine genaue Formgebung und präzise Kerbplatzierung gewährleistet ist.
Realer Fall - Wichtigste technische Parameter
Flussdiagramm
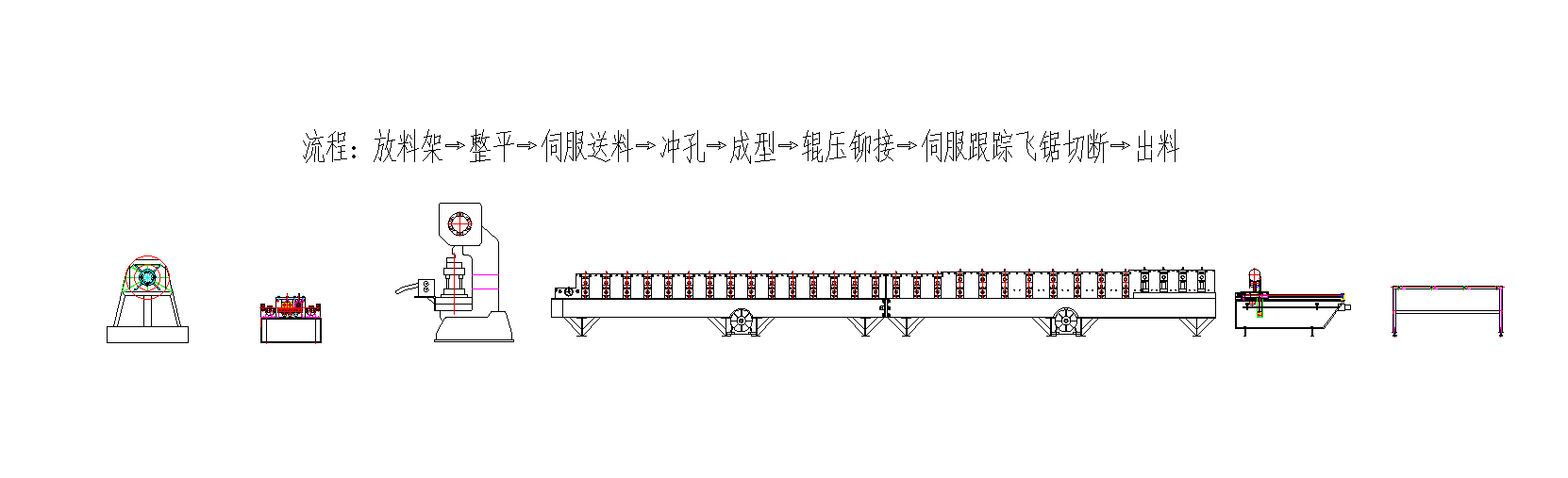
Hydraulische Abwickelhaspel - Richtmaschine - Servo-Zuführung - Stanzpresse - Grube - Walzenformer - Fliegende Säge - Ausschneidetisch
Wichtigste technische Parameter:
1. Liniengeschwindigkeit: Einstellbar von 0 bis 6 m/min
2. Profile: Einzelgröße des Maschendrahtzaunpfostens
3. Materialstärke: 0,8–1,2 mm (für diese Anwendung)
4. Geeignete Materialien: Warmgewalzter Stahl, kaltgewalzter Stahl
5. Rollformmaschine: Wandpaneelkonstruktion mit Kettenantrieb
6. Anzahl der Formstationen: 26
7. Nietsystem: Rollentyp; Rollformer bleibt während des Nietens betriebsbereit
8. Schneidsystem: Sägeschnitt; Rollformer bleibt während des Schnitts betriebsbereit
9. SPS-Schrank: Ausgestattet mit Siemens-System
Realfall-Beschreibung
Hydraulische Abwickelhaspel
Der Abwickelhaspel bietet Vielseitigkeit mit Optionen für manuellen, elektrischen und hydraulischen Betrieb. Die Wahl des Typs hängt vom Gewicht und der Dicke der Spule ab, um ein reibungsloses und nahtloses Abwickeln zu gewährleisten.
Dieser hydraulische Abwickler verfügt über eine robuste Tragkraft von 5 Tonnen und ist mit äußeren Spulenhalterungen ausgestattet, um ein Verrutschen zu verhindern. Der Motor treibt die Expansionsvorrichtung an und ermöglicht so das Ausdehnen und Zusammenziehen, um verschiedene Spuleninnendurchmesser von 460 mm bis 520 mm zu ermöglichen.
Leveler

Die Richtmaschine glättet die Spule effizient, baut inneren Druck und Spannung ab und verbessert so die Stanz- und Formprozesse.
Servo-Zuführung und Stanzpresse
Unser Servo-Feeder zeichnet sich durch minimale Start-Stopp-Verzögerungen aus und ermöglicht eine präzise Steuerung des Feeders. Dies gewährleistet eine genaue Coil-Feedlänge und Stanzpositionen und verbessert so die allgemeine Produktionsgenauigkeit und -effizienz.

Fertige Maschendrahtzaunpfosten sind mit zahlreichen Kerben für die Maschendrahtverbindung ausgestattet.
Rollformmaschine
Diese Rollformmaschine ist mit einer Wandpaneelkonstruktion ausgestattet und arbeitet mit einem Kettenantrieb. Während des Formprozesses verformt sich die Spule unter Krafteinwirkung allmählich und nimmt die in den beigefügten Zeichnungen angegebene „Pfirsichform“ an.

Um eine Spulentrennung an der Pfostenverbindung bei längerem Gebrauch zu verhindern, werden Vorsichtsmaßnahmen ergriffen. Nach dem Rollformen pressen Nietrollen die Spulenüberlappung und erzeugen so Nietabdrücke, die die Pfostenstabilität erhöhen und die Lebensdauer verlängern.
Darüber hinaus kann der Rollformer aufgrund der kreisförmigen Konstruktion der Nietrollen seinen Betrieb nahtlos fortsetzen, während die Spule beim Nieten vorrückt, sodass keine weitere bewegliche Basis für die Nietvorrichtung aufgestellt werden muss.
Fliegender Sägeschnitt
Aufgrund der geschlossenen Form des Pfirsichpfostens erweist sich das Sägen als die am besten geeignete Methode, da es eine Verformung der Spule an den Schnittkanten verhindert. Darüber hinaus entsteht beim Schneidvorgang kein Abfall. Um die Kapazität der Produktionslinie zu optimieren, kann die Basis der Schneidemaschine vorwärts und rückwärts verstellt werden, um sie mit der Geschwindigkeit der Rollformmaschine zu synchronisieren und so einen unterbrechungsfreien Betrieb zu gewährleisten.
1. Abwickelhaspel

2. Fütterung

3.Stanzen

4. Rollformständer

5. Antriebssystem

6. Schneidsystem

Sonstige

Out-Tabelle






