VIDEO
Profil
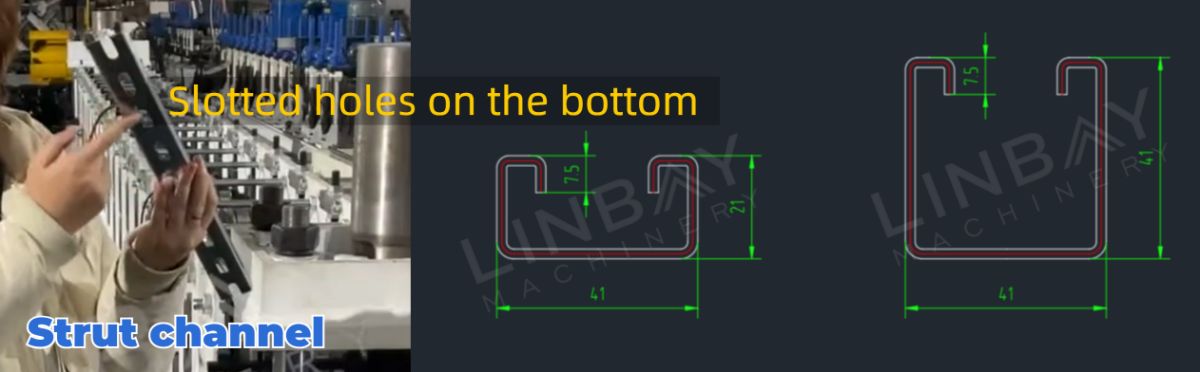
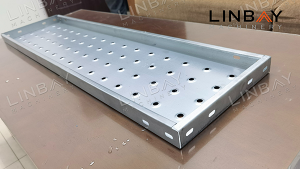
Støtteskinner fungerer som en viktig komponent for å støtte og koble sammen lette strukturelle belastninger i bygningskonstruksjoner. Standarddimensjoner for støtteskinner inkluderer ofte41*21mmog41*41 mmDisse kanalene er vanligvis laget av materialer somvarmvalset stål, kaldvalset stål eller galvanisert stål, med en tykkelse som vanligvis varierer fra1,5 mm til 2 mm.
Virkelig tilfelle - Hovedtekniske parametere
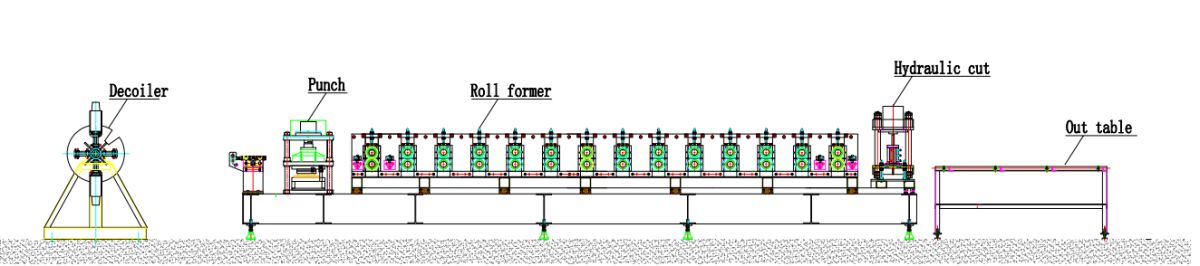
Flytskjema
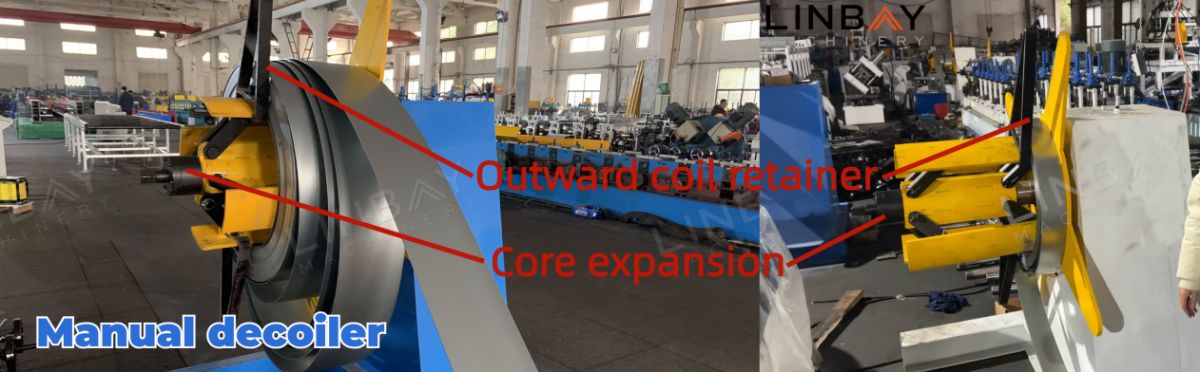
Den manuelle avspoleren er utstyrt med en bremseanordning, som tillater justering av kjerneutvidelsen mellom φ490-510 mm,sikrer jevn avrullingI tillegg forhindrer en utovergående spoleholder at spolen glider, noe som øker kostnadseffektiviteten og sikkerheten. Når det gjelder den hydrauliske avvikleren, sikrer en pressarm stålspolen, noe som reduserer risikoen for at spiralen springer opp og potensiell arbeidsskade. For å møte økte produksjonskrav tilbyr vi en valgfri hydraulisk avvikler drevet av en hydraulisk stasjon.
Manuell avspoler--Styring--Hydraulisk stempel--Valsformingsmaskin--Hydraulisk utskjæringsbord
Hovedtekniske parametere
1. Linjehastighet: 0-12m/min uten stansing, 3m/min med stansing.
2. Materialtykkelse: 2 mm i dette tilfellet.
3. Egnet materiale: Varmvalset stål, kaldvalset stål, galvanisert stål.
4. Valsformingsmaskin: Veggpanelstruktur og kjededriftssystem.
5. Antall formingsstasjoner: 20
6. Stansesystem: Hydraulisk, valseformeren stopper ved stansing.
7. Skjæresystem: Hydraulisk, valseformeren stopper ved skjæring.
8. Endring av størrelse: 2–3 timer manuelt.
9. PLS-skap: Siemens-system.
Beskrivelse av det virkelige tilfellet
Manuell avspoler
Veiledning
Styreruller spiller en avgjørende rolle i å opprettholde justeringen mellom stålspolen og maskinen, og forhindrer forvrengning av støttekanalen.

Styreruller spiller en avgjørende rolle i formingsprosessen, og forhindrer tilbakeslagsdeformasjon av båndstålet. Rørbjelkens retthet er avgjørende for produktkvaliteten, og påvirker støtteytelsen til hele installasjonsrammen. Styreruller er strategisk installert langs hele valseformingsmaskinen, ikke bare ved innløpet. Før forsendelse måler vi avstanden fra hver styrerulle til maskinkanten og dokumenterer disse målingene i manualen. Ved små forskyvninger under transport eller produksjonsprosessen kan arbeiderne bruke disse registrerte dataene til å reposisjonere rullene nøyaktig.
Hydraulisk slag

Den hydrauliske stansen, drevet av en hydraulisk stasjon, er plassert foran valseformingsmaskinen, noe som nødvendiggjør en pause i valseformingsprosessen under stansing. Den hydrauliske stansemaskinen er konfigurert med et stansetrinn på 400 mm. For økt produksjonshastighet foreslår vi en uavhengig hydraulisk stanseløsning skreddersydd til de medfølgende stansetegningene.
Rulleformingsmaskin
Valseformingsmaskinen har en veggpanelstruktur og et kjededriftssystem, noe som gir en kostnadseffektiv løsning for manuelle størrelsesendringer med en utskiftingstid på omtrent2–3 timer.
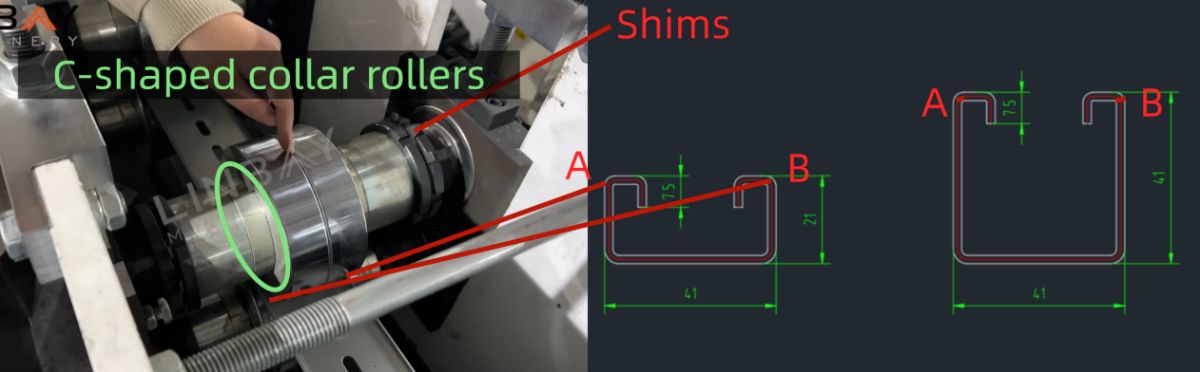
Justering av formingspunktene er avgjørende for å endre størrelser. Løsne mellomleggene i endene av valsene og bytt ut eller legg tilC-formede krageruller (hylser)på riktig posisjon forskyves formingspunktet for den nye profilstørrelsen. I tillegg tilbyr vi enautomatisk størrelsesendring løsningmed en erstatningstidspunkt påomtrent 10 minutter.
Videolenke til -【Installasjon】Linbay Change-hylser for valseformemaskin

Hydraulisk skjæring

Den hydrauliske skjæremaskinen, som drives av en hydraulisk stasjon, er dyktig i å skjære 2 mm tykke stålspoler. Skjærebladene er skreddersydd til profilformen, og produserer rundt 8 mm avfallsmateriale per snitt samtidig som den opprettholder en nesten gradfri skjæreflate.
Enkoder og PLS
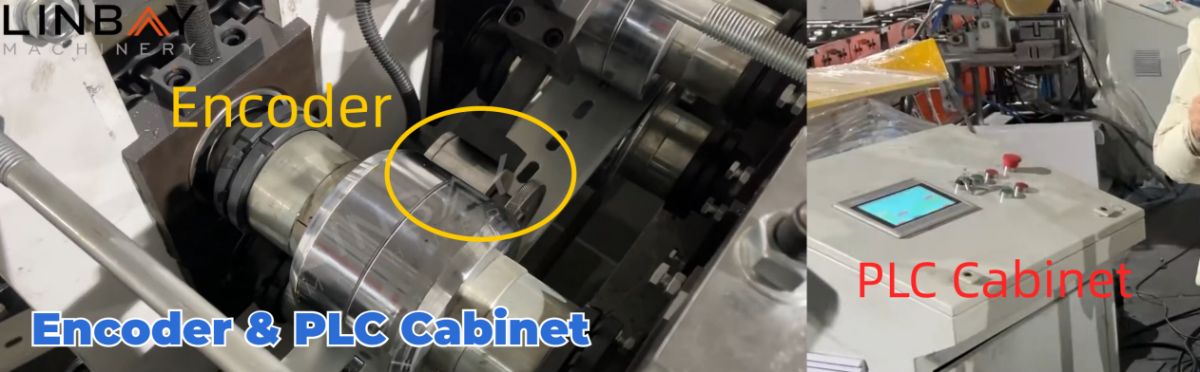
Valseformingsmaskinen har en japansk merket Koyo-koder som oversetter avfølte spolelengder til elektriske signaler som sendes til PLS-kontrollskapet. Dette presise systemet sikrer at skjærefeil holdes unna.innenfor et område på ±1 mm, noe som sikrer produksjon av produkter av høy kvalitet samtidig som det minimerer svinn fra feil kutt. Operatører kan enkelt kontrollere produksjonshastighet, produksjonsdimensjoner, skjærelengde og mer via PLS-skjermen. I tillegg har PLS-kontrollskapet funksjonerminnelagringfor vanlige parametere og tilbyr beskyttelsesfunksjoner som overbelastning, kortslutning og fasetap.
Språket på PLS-skjermen kan tilpasses basert på kundens preferanser.
Hydraulisk stasjon

Vår hydrauliske stasjon er utstyrt med elektriske kjølevifter for effektiv varmeavledning, noe som sikrer langvarig og pålitelig drift med lav feilrate, og som tilpasser seg et varmt arbeidsmiljø.
Garanti
På forsendelsesdagen vil gjeldende dato bli gravert på metallnavneplaten, noe som markerer starten på en toårig garanti for hele produksjonslinjen og en femårig garanti for ruller og aksler.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord