




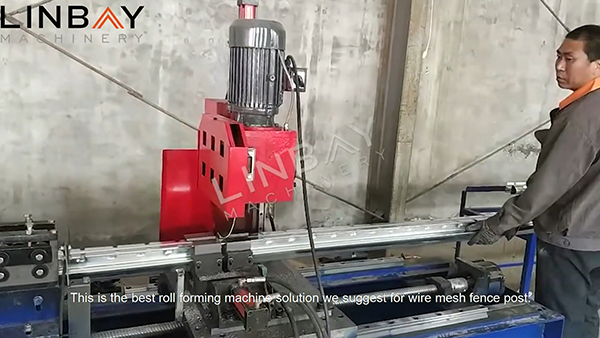



video
Profil

Drôtený plotový stĺpik, často označovaný ako broskyňový stĺpik, dostal svoj názov podľa vonkajšieho tvaru pripomínajúceho broskyňu. Broskyňový stĺpik sa zvyčajne vyrába z nízkouhlíkových alebo za tepla valcovaných oceľových zvitkov a podstupuje valcovanie za studena, aby dosiahol svoj charakteristický tvar.
Okraje oceľovej cievky sú ohnuté smerom von a vytvárajú hák v tvare U, čo zlepšuje stabilitu pri upevňovaní drôteného pletiva. Na oboch stranách stĺpika sú strategicky umiestnené zárezy, ktoré uľahčujú inštaláciu kovového drôteného pletiva, pričom rozmery zárezov sú prispôsobené veľkosti ôk.
Kompletná výrobná linka zahŕňa procesy vrubovania a valcovania. Tvarovacie valce a raziace nástroje sú prispôsobené tak, aby zabezpečili presné tvarovanie a presné umiestnenie vrubov.
Reálny prípad - Hlavné technické parametre
Vývojový diagram
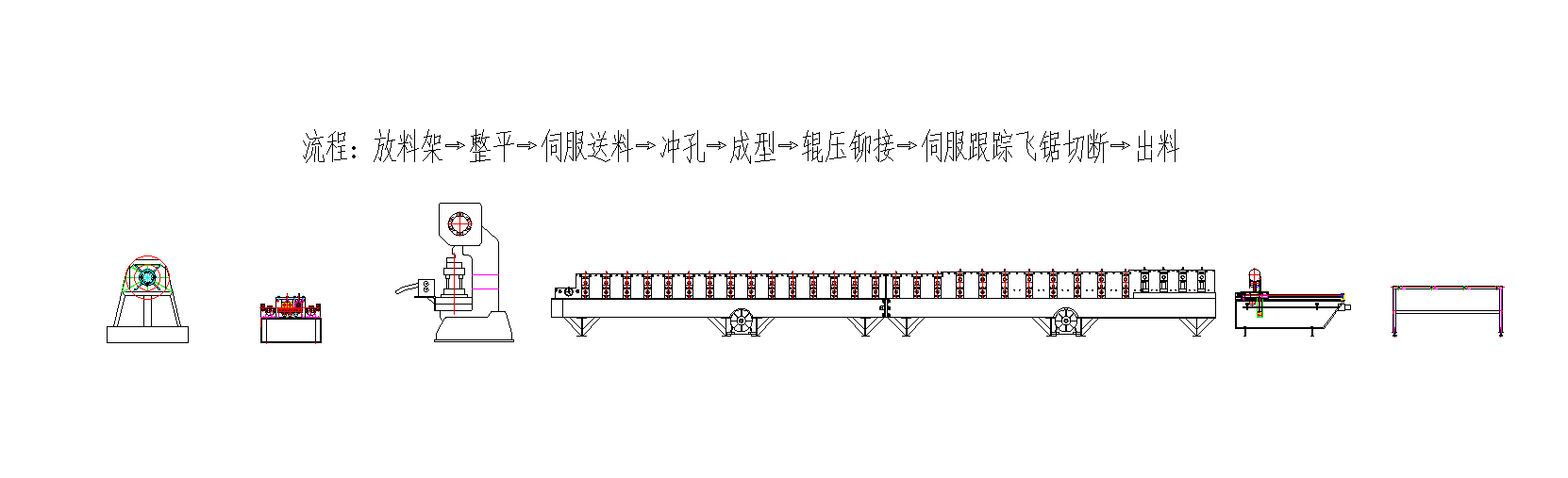
Hydraulický odvíjač - Rovnačka - Servopodávač - Dierovač - Jamový valcovací lis - Vyrezávací stôl pre lietajúcu pílu
Hlavné technické parametre:
1. Rýchlosť linky: Nastaviteľná od 0 do 6 m/min
2. Profily: Jednotlivá veľkosť stĺpikov pletiva na plot
3. Hrúbka materiálu: 0,8 – 1,2 mm (pre túto aplikáciu)
4. Vhodné materiály: Oceľ valcovaná za tepla, oceľ valcovaná za studena
5. Valcovací stroj: Konštrukcia stenových panelov s reťazovým pohonom
6. Počet formovacích staníc: 26
7. Systém nitovania: Valčekový typ; valčekový tvarovač zostáva počas nitovania funkčný
8. Rezací systém: Rezanie pílou; formovač valcov zostáva počas rezania v prevádzke
9. Skrinka PLC: Vybavená systémom Siemens
Popis skutočného prípadu
Hydraulický odvíjač
Odvíjačka ponúka všestrannosť s možnosťami manuálneho, elektrického a hydraulického ovládania. Výber typu závisí od hmotnosti a hrúbky cievky, aby sa zabezpečilo plynulé a bezproblémové odvíjanie.
Tento hydraulický odvíjač sa môže pochváliť robustnou nosnosťou 5 ton a je vybavený vonkajšími držiakmi cievok, ktoré zabraňujú skĺznutiu. Motor poháňa rozpínacie zariadenie, čo umožňuje rozpínanie a sťahovanie, aby sa prispôsobilo rôznym vnútorným priemerom cievok od 460 mm do 520 mm.
Zrovnávač

Rovnačka efektívne splošťuje cievku, čím uvoľňuje vnútorný tlak a napätie, čím zlepšuje procesy dierovania a tvarovania.
Servo podávač a dierovací lis
Náš servopodávač, ktorý sa vyznačuje minimálnymi oneskoreniami pri spustení a zastavení, ponúka presné ovládanie podávača. To zaisťuje presnú dĺžku podávania cievky a polohy razníkov, čím sa zvyšuje celková presnosť a efektivita výroby.

Hotové stĺpiky z drôteného pletiva sú vybavené početnými zárezmi určenými na spojenie s drôteným pletivom.
Stroj na tvárnenie valcov
Tento valcovací stroj je skonštruovaný s konštrukciou stenového panelu a pracuje s reťazovým pohonom. Počas procesu tvarovania sa cievka postupne deformuje vplyvom sily a drží sa špecifikovaného „broskyňového tvaru“ uvedeného na priložených výkresoch.

Aby sa zabránilo oddeleniu cievky na spoji stĺpika počas dlhodobého používania, zavádzajú sa preventívne opatrenia. Po valcovaní nitovacie valce stlačia prekrytie cievky, čím vytvoria odtlačky nitov, ktoré zvyšujú stabilitu stĺpika a zvyšujú životnosť.
Navyše, vďaka kruhovému dizajnu nitovacích valčekov môže formovač valčekov plynule pokračovať vo svojej činnosti, keď sa cievka počas nitovania posúva, čím sa eliminuje potreba nastavovať ďalšiu pohyblivú základňu pre nitovacie zariadenie.
Rez lietajúcou pílou
Vďaka uzavretému tvaru stĺpika broskyne sa rezanie pílou javí ako najvhodnejšia metóda, ktorá zabraňuje akejkoľvek deformácii cievky na rezaných hranách. Okrem toho proces rezania negeneruje odpad. Pre optimalizáciu kapacity výrobnej linky je možné základňu rezacieho stroja nastaviť dopredu a dozadu, aby sa synchronizovala s rýchlosťou valcovacieho stroja, čím sa zabezpečí nepretržitá prevádzka.
1. Odvíjač

2. Kŕmenie

3. Dierovanie

4. Stoliny na tvárnenie valcov

5. Systém pohonu

6. Systém rezania

Iní

Vonkajší stôl






