










PROFIL
Okrągłe rury markizowe to niezbędne elementy markiz, zazwyczaj wykonane z aluminium lub ocynkowanej stali. Standardowe średnice to 60/63/70/78/80/85 mm i są powszechnie dostępne w długościach 4, 5, 6 lub 7 metrów.
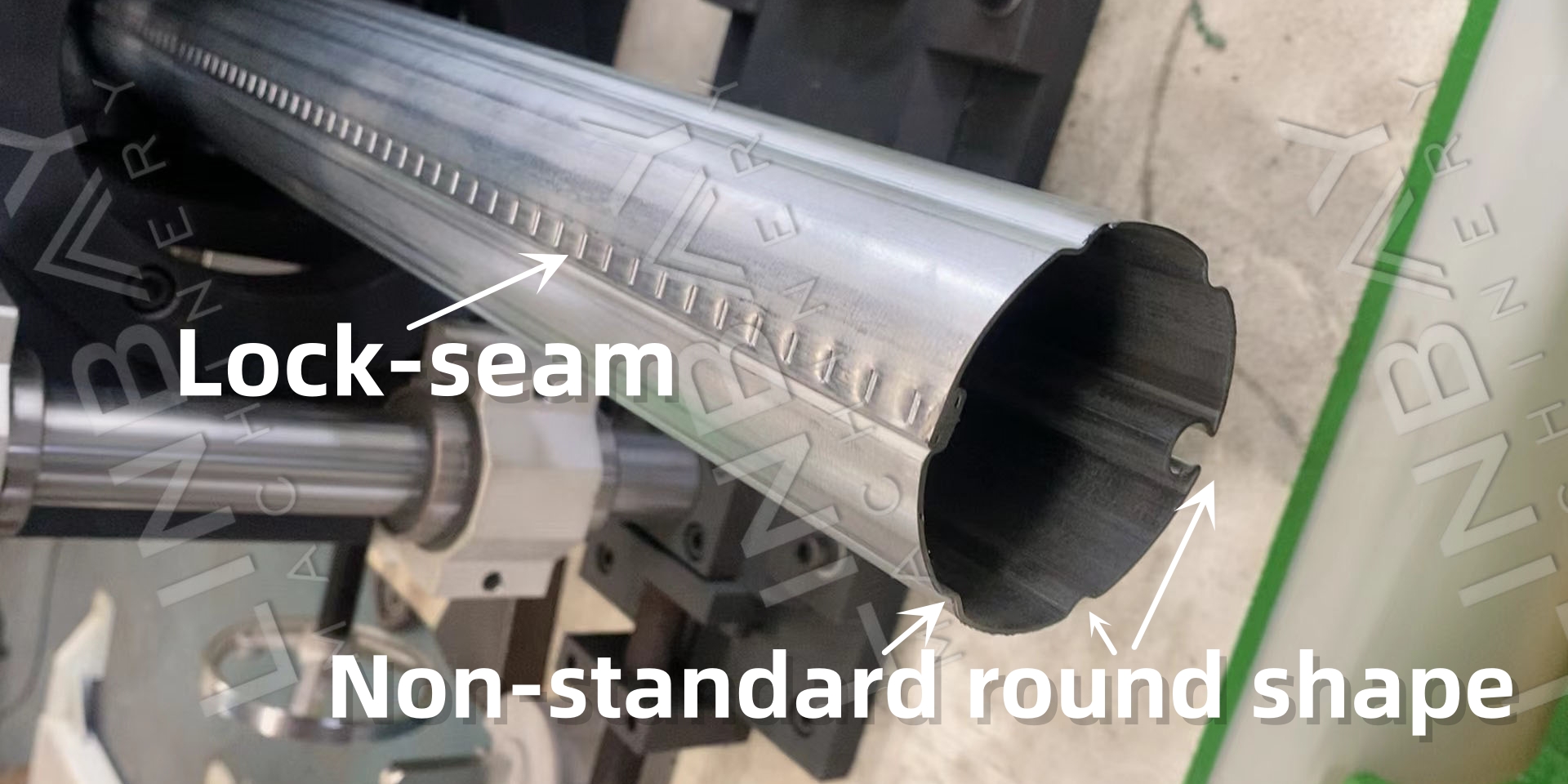
Konwencjonalna metoda produkcji: zwoje stali są nawijane wokół cylindrycznej formy, a następnie ściskane w celu utworzenia okrągłej rury. Takie podejście skutkuje nierównomiernym rozkładem sił, niską wydajnością oraz ograniczeniami zarówno długości rury, jak i minimalnej średnicy. Ponadto, trudno jest wytwarzać rury o niestandardowych, zaokrąglonych krawędziach, jak pokazano na poniższym rysunku.
Nowe podejście: maszyna do profilowania rolkowego.Proces profilowania polega na stopniowym kształtowaniu materiału za pomocą każdej rolki, stopniowo go wyginając, aż stanie się okrągłą rurą z łączeniami zatrzaskowymi. Ten równomierny rozkład siły minimalizuje sprężynowanie. Zwoje stali mogą być podawane w sposób ciągły bez konieczności ręcznego cięcia wstępnego, a odcinki rur można precyzyjnie ciąć z dokładnością ±1 mm. Ta metoda idealnie nadaje się do produkcji rur o mniejszej średnicy i niestandardowych wzorów krawędzi. To wydajne i ekonomiczne rozwiązanie dla klientów.
RZECZYWISTY PRZYPADEK – GŁÓWNE PARAMETRY TECHNICZNE
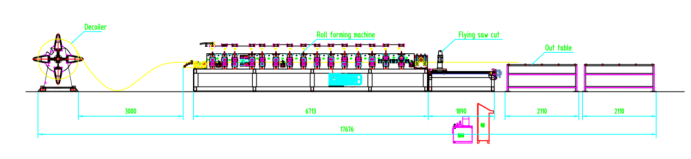
Schemat blokowy: Rozwijarka – Prowadnica – Profilarka rolkowa – Cięcie piłą latającą – Stół wyjściowy
RZECZYWISTY PRZYPADEK – GŁÓWNE PARAMETRY TECHNICZNE
1. Prędkość linii: 0-10 m/min, regulowana
2. Odpowiedni materiał: ocynkowana stal, aluminium
3. Grubość materiału: 0,8-1 mm
4. Maszyna do profilowania: konstrukcja żeliwna
5.Układ napędowy: Układ napędowy skrzyni biegów z wałem Cardana.
6.System cięcia: cięcie piłą latającą, profilarka rolkowa nie zatrzymuje się podczas cięcia.
7.Szafa PLC: system Siemens.
RZECZYWISTE PRZYPADKI-MASZYNY
1.Ręczna rozwijarka*1
2.Maszyna do profilowania*1
3. Maszyna do cięcia piłą latającą*1 (wraz z brzeszczotem piły*1)
4.Tabela zewnętrzna*2
5.Szafa sterownicza PLC*1
6.Stacja hydrauliczna*1
7. Pudełko z częściami zamiennymi (bezpłatne)*1
RZECZYWISTY PRZYPADEK – OPIS
Ręczna rozwijarka

· Solidna rama:Rama jest wytrzymała i stabilna, specjalnie zaprojektowana tak, aby bezpiecznie podtrzymywać stalowe sprężyny.
· Rozszerzanie trzpienia:Trzpień lub trzpień można ręcznie regulować, aby rozszerzyć go i pomieścić zwoje stali o średnicy wewnętrznej od 490 do 510 mm. Zapewnia to stabilne trzymanie zwoju, co zapewnia płynne rozwijanie.
· Uchwyt cewki:Ten element zapobiega zsuwaniu się zwoju stali z trzpienia. Jest łatwy w montażu i demontażu.
· Dostępne opcje:Aby zwiększyć moc i automatyzację, dostępne są elektryczne lub hydrauliczne wersje urządzenia rozszerzającego rdzeń. Jednak w przypadku markiz okrągłych rurek preferowana jest wersja ręczna ze względu na cieńsze i węższe zwoje stali.
Przewodnik

· Główna rola: Utrzymuje precyzyjne wyrównanie stalowego zwoju względem osi maszyny, zapobiegając takim problemom jak skręcanie, zginanie i powstawanie zadziorów. Dokładne wyrównanie jest kluczowe dla zapewnienia szczelności i bezpieczeństwa szwów okrągłych rur markizy.
· Wielokrotne systemy prowadzenia:Umieszczone są nie tylko w punkcie podawania, ale również w całej maszynie formującej, aby zapewnić, że rura pozostanie prosta w trakcie produkcji.
· Rutynowa kalibracja:Regularna kalibracja systemów prowadzących jest konieczna, zwłaszcza po transporcie lub dłuższym okresie użytkowania.
· Dokumentacja przed wysyłkąZespół Linbay dokładnie mierzy i zapisuje szerokość prowadnicy przed wysyłką, podając te dane w instrukcji obsługi, aby ułatwić dokładną kalibrację po otrzymaniu produktu przez klienta.
Forma do wałków
· Solidna konstrukcja: Posiada żeliwną podstawę zapewniającą większą trwałość.
· Mocny układ napędowy: Wyposażone w przekładnię i przegub uniwersalny, które przekazują dużą siłę napędową na rolki, gwarantując płynne i równomierne formowanie zwojów stali.
· Elastyczna produkcja:Pojedyncza podstawa maszyny do gięcia rur mieści różne kasety, z których każda jest dostosowana do konkretnych średnic rur okrągłych. Wystarczy wymienić kasety, aby produkować rury o różnych rozmiarach.
· Efektywność kosztowa: Oferuje bardziej ekonomiczne rozwiązanie, eliminując potrzebę stosowania oddzielnych linii produkcyjnych dla rur o różnych średnicach.
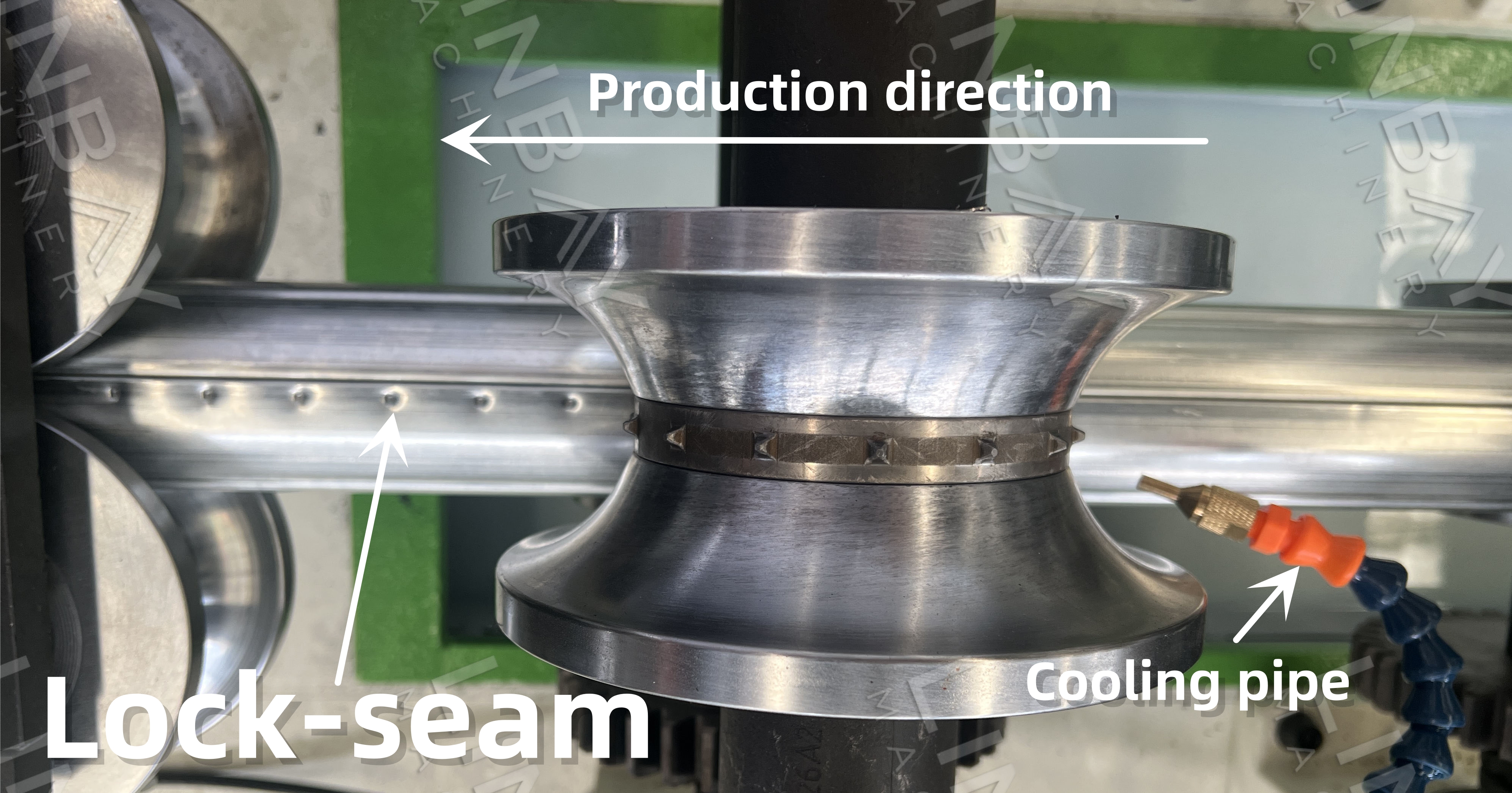
· Bezpieczny szew:Gwarantuje szczelne i nienaruszone połączenie, zapobiegając potencjalnym uszkodzeniom szwu.
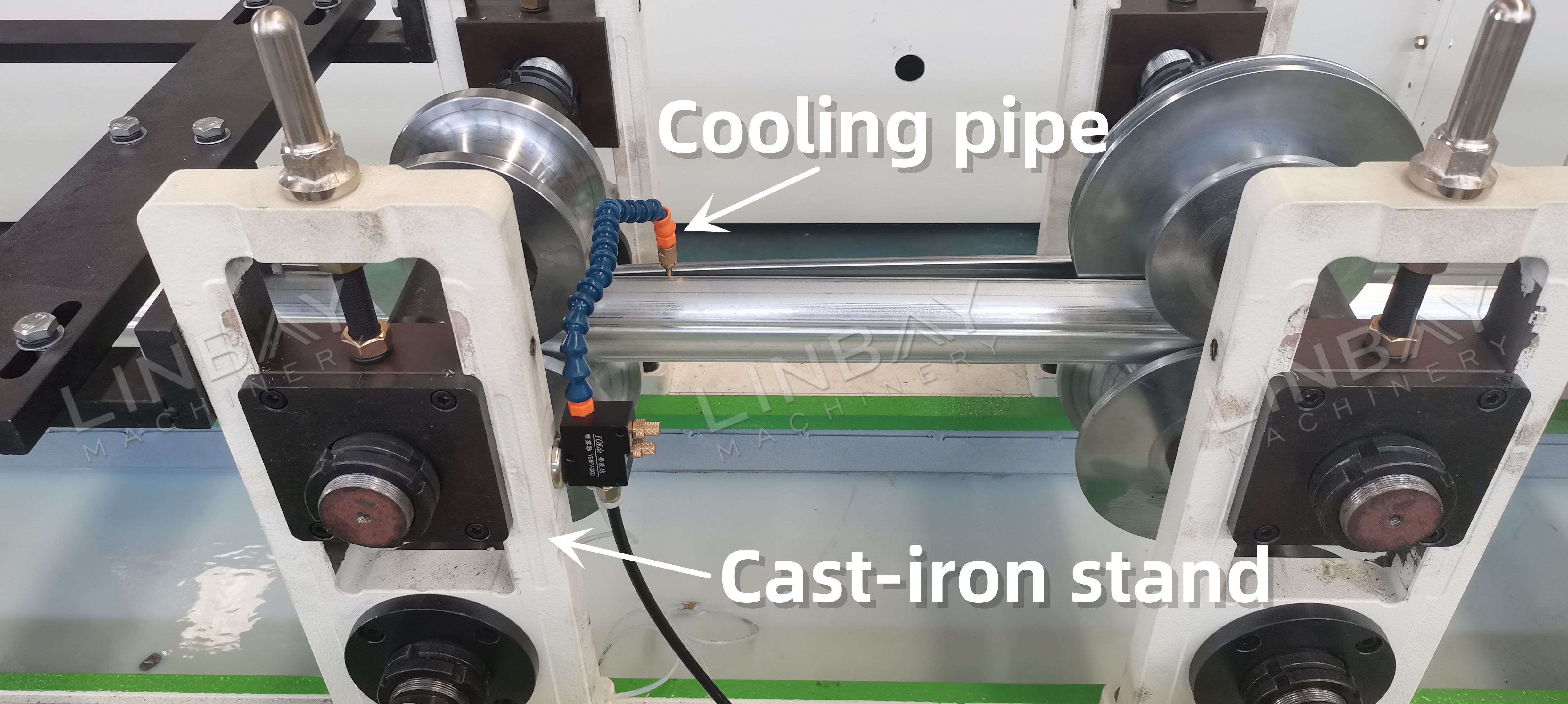
· Zrównoważony system chłodzenia:Wykorzystuje układ chłodzenia recyrkulacyjnego w celu utrzymania niskiej temperatury walców, co zwiększa jakość formowania i wydłuża żywotność walców.
Cięcie latającą piłą
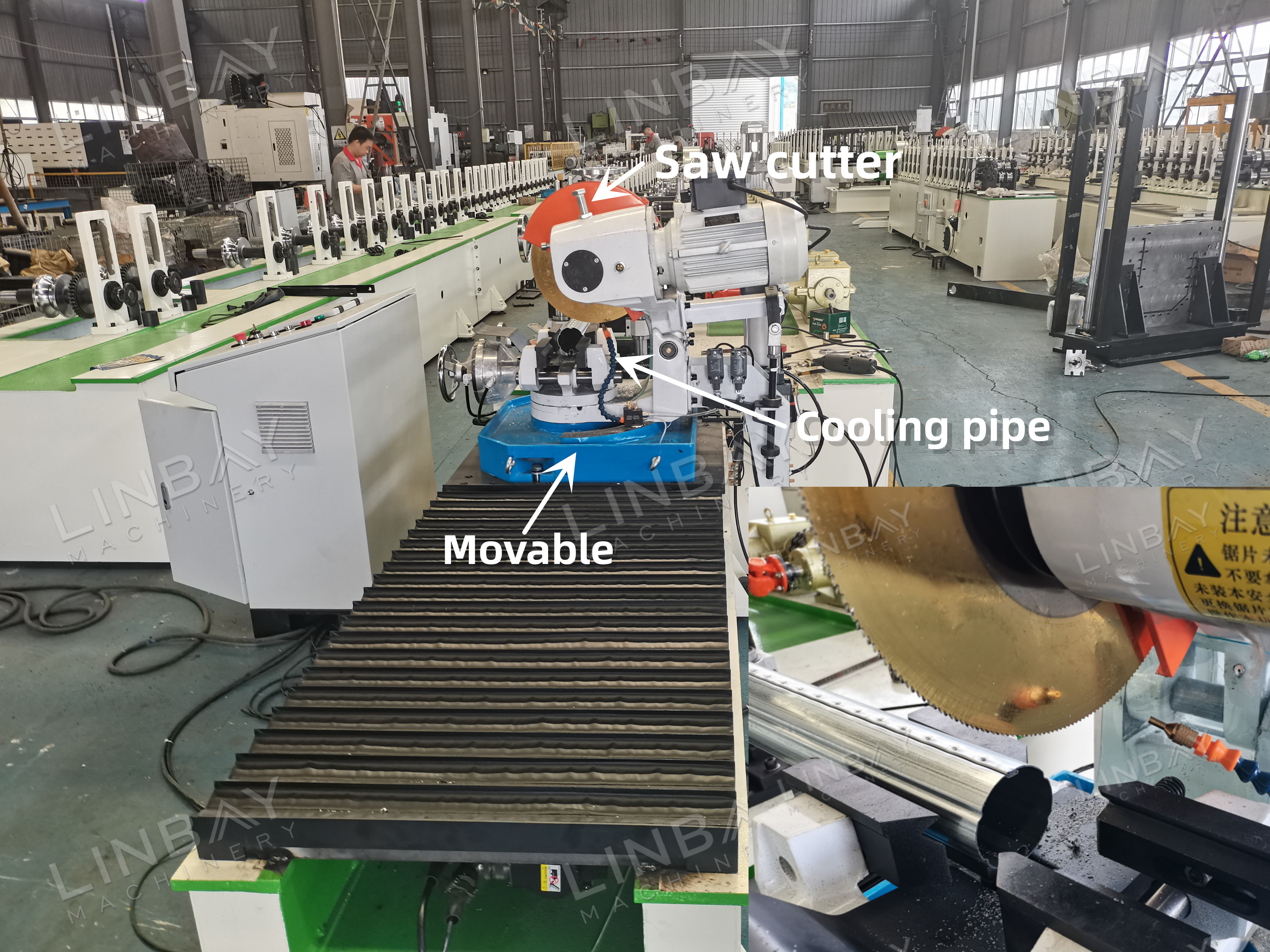
· Piła wielośrednicowa:Zaprojektowane tak, aby pasowały do różnych rozmiarów rur okrągłych, co pomaga zminimalizować koszty wymiany ostrza.
· Precyzyjne cięcie:Gwarantuje czyste cięcia bez odkształceń i gładkich krawędzi bez zadziorów.
· Efektywność materiałowa: Eliminuje odpady przy każdym cięciu, optymalizując wykorzystanie zwojów stali i redukując koszty.
· Zwiększona prędkość produkcji:Jednostka tnąca porusza się po torze z taką samą prędkością, jak proces formowania, co umożliwia nieprzerwaną pracę.
· Wysoka dokładność:Zintegrowany z serwosilnikiem i sterownikiem ruchu, zapewniający precyzję cięcia z tolerancją ±1 mm.
· Wydajny system chłodzenia:Recyrkulacja chłodziwa w celu utrzymania niskiej temperatury ostrza piły, co gwarantuje stałą jakość cięcia przy ciągłym użytkowaniu i wydłuża żywotność ostrza.
1. Rozwijarka

2. Karmienie

3. Uderzenie

4. Stojaki do profilowania

5. Układ napędowy

6. System tnący

Inni

Poza stołem






