







wideo
Profil

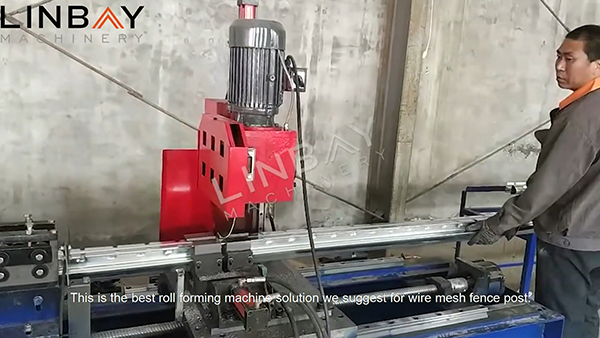
Słupek ogrodzeniowy z siatki drucianej, często nazywany słupkiem brzoskwiniowym, zawdzięcza swoją nazwę zewnętrznemu kształtowi przypominającemu brzoskwinię. Zazwyczaj wykonany z niskoemisyjnych lub walcowanych na gorąco zwojów stalowych, słupek brzoskwiniowy poddawany jest walcowaniu na zimno, aby uzyskać swój charakterystyczny kształt.
Krawędzie stalowego zwoju są wygięte na zewnątrz, tworząc hak w kształcie litery U, co poprawia stabilność podczas mocowania siatki drucianej. Nacięcia są strategicznie rozmieszczone po obu stronach słupka, aby ułatwić montaż metalowej siatki drucianej, a ich wymiary są dostosowane do rozmiaru oczek.
Kompletna linia produkcyjna obejmuje procesy wykrawania i profilowania. Rolki formujące i wykrojniki są precyzyjnie dopasowane, aby zapewnić precyzyjne kształtowanie i precyzyjne rozmieszczenie nacięć.
Przypadek rzeczywisty – główne parametry techniczne
Schemat blokowy
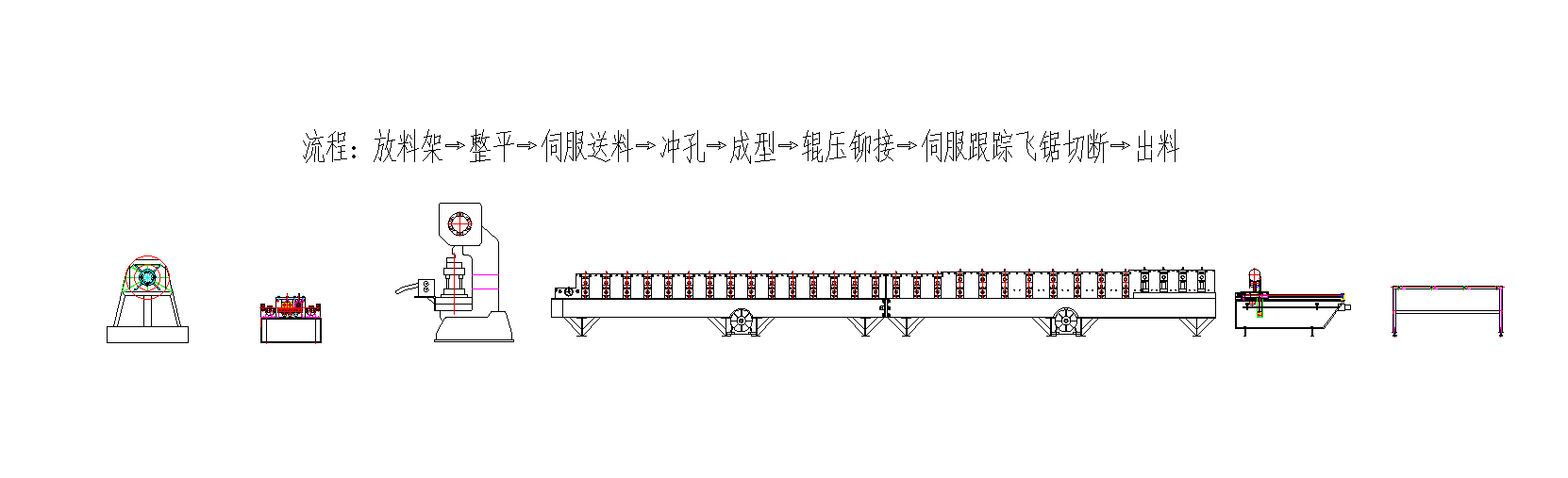
Rozwijarka hydrauliczna - Poziomica - Podajnik serwo - Prasa dziurkująca - Forma rolkowa - Latająca piła - Stół do wycinania
Główne parametry techniczne:
1. Prędkość linii: regulowana od 0 do 6 m/min
2. Profile: Pojedynczy rozmiar słupka ogrodzeniowego z siatki
3. Grubość materiału: 0,8-1,2 mm (dla tego zastosowania)
4. Materiały odpowiednie: stal walcowana na gorąco, stal walcowana na zimno
5. Maszyna do profilowania: Konstrukcja ścianki działowej z napędem łańcuchowym
6. Liczba stanowisk formujących: 26
7. System nitowania: Typ rolkowy; profil rolkowy pozostaje aktywny podczas nitowania
8. System tnący: cięcie piłą; profilarka rolkowa pozostaje aktywna podczas cięcia
9. Szafa PLC: wyposażona w system Siemens
Opis rzeczywistego przypadku
Rozwijak hydrauliczny
Rozwijak zapewnia wszechstronność dzięki opcjom obsługi ręcznej, elektrycznej i hydraulicznej. Wybór typu zależy od wagi i grubości zwoju, aby zapewnić płynne i bezproblemowe rozwijanie.
Ta hydrauliczna rozwijarka charakteryzuje się udźwigiem 5 ton i jest wyposażona w zewnętrzne uchwyty zwojów, zapobiegające ich przesuwaniu. Silnik napędza urządzenie rozprężające, umożliwiając rozszerzanie i kurczenie, co pozwala na obsługę zwojów o różnych średnicach wewnętrznych, od 460 mm do 520 mm.
Niwelator

Prostownica skutecznie spłaszcza cewkę, zmniejszając wewnętrzne ciśnienie i naprężenia, co usprawnia procesy wykrawania i formowania.
Podajnik serwo i prasa dziurkująca
Nasz podajnik serwo, charakteryzujący się minimalnymi opóźnieniami startu i zatrzymania, zapewnia precyzyjną kontrolę nad podajnikiem. Gwarantuje to precyzyjną długość podawania zwoju i położenie stempla, zwiększając ogólną dokładność i wydajność produkcji.

Gotowe słupki ogrodzeniowe z siatki drucianej wyposażone są w liczne wycięcia przeznaczone do łączenia siatki.
Maszyna do profilowania rolkowego
Ta maszyna do profilowania rolek ma konstrukcję panelowo-ścienną i działa w oparciu o napęd łańcuchowy. W trakcie procesu formowania zwój stopniowo odkształca się pod wpływem siły, dostosowując się do określonego „kształtu brzoskwiniowego” przedstawionego na załączonych rysunkach.

Aby zapobiec rozwarstwieniu się zwoju na styku słupka podczas długotrwałego użytkowania, stosuje się środki ostrożności. Po profilowaniu rolkowym rolki nitujące dociskają zakładkę zwoju, tworząc odciski nitów, które wzmacniają stabilność słupka i wydłużają jego żywotność.
Co więcej, dzięki okrągłej konstrukcji rolek nitujących, profilarka może bezproblemowo kontynuować swoją pracę w miarę przesuwania się zwoju w trakcie nitowania, eliminując potrzebę ustawiania kolejnej ruchomej podstawy dla urządzenia nitującego.
Cięcie latającą piłą
Ze względu na zamknięty kształt słupka, cięcie piłą okazuje się najodpowiedniejszą metodą, zapobiegającą deformacji zwoju na krawędziach cięcia. Co więcej, proces cięcia nie generuje odpadów. Aby zoptymalizować wydajność linii produkcyjnej, podstawę maszyny tnącej można regulować w przód i w tył, aby zsynchronizować ją z prędkością maszyny do profilowania, zapewniając nieprzerwaną pracę.
1. Rozwijarka

2. Karmienie

3. Uderzenie

4. Stojaki do profilowania

5. Układ napędowy

6. System tnący

Inni

Poza stołem






